平麵(miàn)磨床的電路分析
一(yī)、平麵磨(mó)床實訓台電氣控製線路的分析
平麵磨床是用砂輪磨削加(jiā)工何種(zhǒng)零件的平(píng)麵。M7130型平麵磨床是平麵(miàn)磨(mó)床中使(shǐ)用較(jiào)為普遍的一種機床,改磨床操作方便,磨削精度和光潔度都(dōu)比較(jiào)高,適用於磨削精度零件和各種工(gōng)具,並可(kě)作鏡麵磨削。
該磨床型號(hào)意義:M 代(dài)表磨床、7 代表平麵、1 代表臥軸矩(jǔ)台式、30 表示磨床的(de)工作台(tái)麵寬為300mm。
二、平麵磨床電氣技能培訓考核實驗裝置主要結構及運動形式
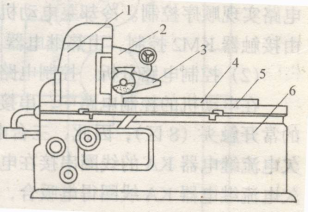
M7130型平麵磨床(chuáng)是臥軸矩形工作台式,其結構如圖所示,主要由床身、工作台、電磁吸盤、砂輪架(jià)(又(yòu)稱磨頭)、滑座和立柱等部(bù)分組成。它的主運動時砂輪的快速旋轉,輔助運動時工作台的(de)縱向往複運動以及砂輪架的橫向和垂直進給運動。工作台每完成一次(cì)縱(zòng)向(xiàng)往複(fù)運動,砂輪架橫向進給,從而能連續地加工整個平麵。當整個平麵磨完一遍後,砂輪架在(zài)垂直於工作表麵的方(fāng)向移動(dòng)一(yī)次,成為吃刀運動。通過吃刀運動,可(kě)將工件尺(chǐ)寸磨到所需的尺寸。
M7130型平麵磨(mó)床(chuáng)外形圖
1——立柱 2——滑座 3——砂輪架(jià)
4——電磁吸盤 5——工作台 6——床身
三、電力拖動的特(tè)點及(jí)控製(zhì)要求
1、砂輪(lún)的旋轉運動 砂(shā)輪電動機M1裝在砂輪箱內,帶動砂輪旋轉,對工件進行磨削加工。由於砂輪(lún)的旋轉一般不需要調速,所以采用一台三相異步電動機(jī)進行拖動即可,為了使磨床體積小,結構簡單和提高其加工精度,采用了裝入式電動機,將砂輪直接裝在電動機軸上。
2、工作台的往複運動 裝在床身(shēn)水平縱向導(dǎo)軌上的矩形工作台的往複運動,是由液壓傳動完成的,因液壓傳動換向平穩,易於實現無級調速。液壓泵電動(dòng)機M3拖動液壓泵,工作台在液壓作(zuò)用下(xià)作縱向往複運動。當裝在工作台(tái)前側的換向擋鐵(tiě)碰撞床身上的液壓換(huàn)向開關時,工作台就自動改變了方向。
3、砂輪架的橫向進給 砂輪(lún)架(jià)的上部有燕尾形導(dǎo)軌,可以沿著滑座上的水平導軌作橫向(前後(hòu))移(yí)動(dòng)。在(zài)磨(mó)削的過程中,工作台(tái)換向時,砂輪(lún)架(jià)就橫向(xiàng)進給一次。在修正砂輪或調整砂輪的前後位置時,可(kě)以連續橫向移動。砂輪架的橫向進給運動可由(yóu)液壓(yā)傳動,也可以(yǐ)用手輪來操作。
4、砂輪架的升降運動 滑座可沿(yán)著(zhe)立柱的(de)導軌(guǐ)垂(chuí)直上下移動,以調整砂輪架的上下位置,或使砂(shā)輪磨入工件,以(yǐ)控製磨削平麵時(shí)工件的尺寸。這一(yī)垂(chuí)直進給運動(dòng)時通過操作手輪控製(zhì)機械傳動裝置實現的。
5、切削液的供給 冷卻泵電動機M2拖動切削泵旋轉,供給砂輪和工件切削液,同時切削液(yè)可以帶走磨下的鐵霄。要求砂輪電動機M1與冷卻泵電動機M2是順序動作的。
6、電磁吸(xī)盤的控製 根據加工工件的尺寸大小和結構形狀,可以把工件用螺釘和壓板直接固定在工作台上,也可以在工作台上安裝電磁吸盤,講工件吸附(fù)在電磁吸盤上。為此,要有充磁和退磁控製環節。為(wéi)保證安全,電磁吸盤與電動機(jī)M1、M2、M3三台電動機之(zhī)間有電氣連鎖裝置(zhì),即電磁吸盤吸合後,電動機才能啟動。電磁吸盤不工作或發生(shēng)故障時,三台電動(dòng)機均不能啟動。
四、電氣控製線路分析
M7130型
平麵磨床的電路圖如下圖所示。改線路分(fèn)為主電路、控製電路、電磁吸盤電(diàn)路(lù)和照明電路四部分。
1、主電路分析 QS1為電源開關。主電路中有3台電動機,M1為砂輪電動機,M2為冷卻泵電動機,M3為液壓泵電動機,它們共用一組熔斷器FU1作為短路保護;由於(yú)冷卻泵箱和(hé)床(chuáng)身是(shì)分裝的,所以冷卻泵電動機M2和砂輪電動機M1的電源線相連,並和M1在主電路實現順(shùn)序控製。冷卻泵電動機的容量較小,沒(méi)有(yǒu)單獨設置過載保(bǎo)護;液壓泵電動機M3有交流(liú)接(jiē)觸器(qì)KM2控製,由熱繼電器FR2作過載保護。
2、控製電(diàn)路分(fèn)析 控(kòng)製電路采用交流380V電(diàn)壓供電,由熔斷器FU2作短(duǎn)路保護。
在電動機的控製電路中,串接著(zhe)轉換開關QS2的常開觸頭(tóu)(6區)和欠電流繼電(diàn)器KA的常開觸頭(8區),因此,三台電動機啟動的必(bì)要條件是(shì)使QS2或KA的常開觸頭閉合。欠電流繼電器KA的線圈串接在電磁吸盤YH的工作回路中的,所(suǒ)以當電磁吸盤得電工(gōng)作時,欠電(diàn)流繼電器KA的線圈得電(diàn)吸(xī)合,接通砂輪電動機M1和液壓泵電動機M3的控製(zhì)電(diàn)路,這樣就保證(zhèng)了(le)加工工件被YH吸合的情況下,砂輪和工作台才能進行磨削加工,保證了安全。
砂輪電動機M1和(hé)液壓泵電動機M3都采用了交流接觸器自鎖正轉(zhuǎn)控(kòng)製線路,SB1、SB3分別是它們的啟動按鈕,SB2、SB4、分別是它們的停止按鈕。
3、電磁吸盤電路分析 電磁吸(xī)盤是用來固定加工(gōng)工件的一種(zhǒng)夾(jiá)具。它與機械夾具相比較,具有夾緊迅速,操作快速簡便,不損傷工件,一(yī)次能吸牢多個小工件,以及磨削中發(fā)熱工件可以自由伸(shēn)縮、不會產生變(biàn)形等優點。不足之處就(jiù)是智能吸住鐵磁材料的工件,不能吸牢非磁性材料(如銅(tóng)、鋁等)的工件。
電磁吸盤電路包(bāo)括整流電路、控製電路和(hé)保護電(diàn)路三部(bù)分。
整流電路(lù)中的(de)整流變壓器T1將220V的交流電壓降為127,然(rán)後(hòu)經橋式整流器VC後(hòu)輸出110V的直流電壓。QS2是電磁吸盤YH的(de)轉換(huàn)控製開關(又叫退磁開(kāi)關)有“吸(xī)合”、“放鬆”和“退磁”三個位置。當QS2扳直“吸合(hé)”位置時,觸頭(tóu)(205—208)和(206—209)閉合,110V直流電壓接入電磁吸盤YH,工件被牢牢吸住。此時,欠(qiàn)電流繼電器KA線圈得電吸合,KA的常開觸點閉合,接通砂輪和液(yè)壓泵電動機的控製電路。待工件加工完畢,先把QS2扳到“放鬆”位置,切斷電磁吸盤YH的直流電(diàn)源(yuán)。此(cǐ)時由於工件具有剩磁而不能取(qǔ)下,因此(cǐ),必須要進行退(tuì)磁。將QS2扳到“退磁”位置,這時(shí),觸頭(tóu)(205—207)和(206—208)閉合,電(diàn)磁吸盤YH通入較小(xiǎo)的(因串入了退磁電阻R2)反向電流進行退磁。退磁結束,將QS2扳到“放鬆”的位置,即可將工(gōng)件(jiàn)取下。
電(diàn)磁吸盤的保護電路是由放電電阻R3和欠電流繼電器KA組成。電(diàn)阻R3是電磁吸盤的放電電阻。因為(wéi)電磁吸盤的電感很大,當電磁吸盤從“吸合(hé)”狀態轉變(biàn)為(wéi)“放鬆”狀態的瞬間,線圈兩端(duān)將產生很大的自感電動(dòng)勢,容(róng)易使線圈或者其他電器由於過(guò)電壓而損壞。電阻R3的作用(yòng)是(shì)在電磁吸盤斷電瞬間給線(xiàn)圈提供(gòng)放電通路,吸收線圈釋放的磁場能量(liàng)。欠電(diàn)壓繼電器KA用於防止電磁(cí)吸盤斷電時工件脫出發生事故。
電阻R1與(yǔ)電容器C的(de)作用是防止電磁吸盤回路交流側的過電壓。熔(róng)斷器FU4為電磁吸盤提供(gòng)短路保護。
4、照明電路分析 照明(míng)變壓器T2將380V的交流電壓降為36V的(de)安全電(diàn)壓供給照明電路。EL為照明燈,一端接地,另一端由開關SA控製。熔斷器FU3作照明電路的短路保護。


 品牌理念
品牌理念  標準流程
標準流程  有效溝通
有效溝通 專業管理
專業管理 優秀團隊
優秀團隊 品質保證
品質保證 無憂售後
無憂售後 