設為首頁
|
收(shōu)藏本站
|
聯係我們
網站首頁
企業概況
新聞動態
產品介紹
產品(pǐn)導航
行業標準
技術(shù)文章
配置方案
技能大賽
成功案例(lì)
企業博客
售(shòu)後服務
聯係我們
維修電工實訓設備
高級技師電工實訓設備
網孔板電工電子實訓設備
工業自動化實(shí)訓設備
PLC可編程實訓設備(bèi)
電機實訓設備
高性能電工電子實(shí)驗(yàn)設備
工廠電(diàn)氣控製實訓(xùn)設備
單片機實訓設(shè)備
計算機原理實訓設備
電工電(diàn)子(zǐ)實訓設備
立式電(diàn)工電子實訓考核設備
模電數電實訓設(shè)備
電子實訓設備
櫃式電工電拖(tuō)實訓設備
數電模電實驗箱
光機(jī)電一體化實訓設備(bèi)
傳感器實訓設(shè)備
家用電器實訓設備
電梯實訓設備
光伏發電實(shí)訓(xùn)室設備
機械陳列櫃
機械創新實訓設備
液壓傳動實訓設備
煤(méi)礦安全培訓技能實訓設備
環境工程(chéng)實訓設備
化工工程實訓設備
化工原理實訓設備
流體力學實訓設備
新能源實訓設備
過(guò)程控製實訓設備
鉗工實驗室設(shè)備
工程製圖實驗(yàn)室設備
熱工實訓設備
教學數控車床銑床實訓設備(bèi)
采(cǎi)暖通風實訓設備
機床電氣實(shí)訓裝置
數控維修實訓室設備
透明注塑機模(mó)型
樓宇實訓(xùn)設備
汽車底(dǐ)盤實訓室設(shè)備
物業管理實訓室設備
汽車駕駛模擬器
汽車發動機實訓設備
汽車發動機拆裝台(tái)實訓設備
汽(qì)車空調係統實訓設備
汽車全車電器實驗台
汽車變速器實訓(xùn)設(shè)備
暖通空調實訓室設備
汽車解剖模型
製冷製熱實(shí)訓(xùn)設備
消防實訓室設備
汽車示教板
新能源汽(qì)車實訓設(shè)備
新(xīn)能源汽車電池實訓室設(shè)備
部隊.軍校實訓設備
船舶(bó)工程實訓室設備
教學(xué)模型
汽車電路接線實訓設備
心肺複蘇模擬人
風力發電實訓設備
新能源汽車電機(jī)驅動實訓室
汽(qì)車電子實驗箱
環境實驗室實驗設備
給排水工程處理實驗(yàn)室設備
工程機械實驗設備
工業機器人應用實訓(xùn)室設備
農機工(gōng)程機械實訓設備
主頁
>
新聞動態
>
電機裝配與運行檢測技能教學的(de)實踐與思考
2021-12-02
電機裝配與(yǔ)運行檢測技能教學的實踐與思考
電機裝(zhuāng)配與運行檢測賽(sài)項(各組別)有統一的參賽要求,選手要在規定時間內,根據(jù)競賽時發給的工作任務書,完成電機的選型與繞組檢測、線路安裝、驅動器參數(shù)的設置、運行性能參數測量等任務,並按工作(zuò)任務書的要求編寫PLC控(kòng)製程序和觸摸屏監控界麵。
該項目的比賽時(shí)間是四個(gè)小(xiǎo)時,在四個小時的(de)比賽時間裏(lǐ),參賽選手要完成這麽(me)多的任務,確實不(bú)容易。每個選手即使精神(shén)飽滿,積極投(tóu)入(rù),但也都麵臨著時間緊、任務重的實際情況。比賽時爭分奪秒,精心操作自然是(shì)不必說的(de),但是比賽中仍出現(xiàn)選(xuǎn)手來不及編程、來不及測參數等問題現狀,也因此沒能取到好成績,無緣獎(jiǎng)牌。
比賽時間大(dà)家(jiā)都是一樣(yàng)的,能讓各電動機按要求運轉起(qǐ)來是硬道理,每一個選手比的不僅是技術水平更(gèng)是(shì)速度(dù)和效率。如何在教學(xué)中幫助學生在每一步操(cāo)作上提高效率呢?除了從熟悉操作流程,減少誤操作上提高效率,優化PLC編程也是提高效率的關鍵,是一個值得探討的問題(tí)。
為了實現同一個任務由(yóu)於選用不同的指令(lìng)和設計不同的編程思路可以編寫出來多(duō)個不同(tóng)的程序,這些(xiē)程序的繁簡程度和用時長短自(zì)然就(jiù)大不一樣。在YUYDJ-01型技能教(jiāo)學中(zhōng),我們進行了步進電機和三相異步電動機轉速控製的PLC編程(chéng)的優化,以提(tí)高編(biān)程效率。"電機的控製"是《電(diàn)機(jī)技術(shù)與應用》課程裏的內容,電氣與自動化專業的學生(shēng)在職高二年級的時候已經學過。其教學目標是(shì),學生通過學習能夠正(zhèng)確理解電機的工作過程,並掌(zhǎng)握三菱FX3u-32M係列PLC指(zhǐ)令及編程(chéng),不僅學過ADDP加法(fǎ)指令、SUBP減法指令、MULP乘法指令;還學過MOVP數據傳送指令、ZRST區間複位指(zhǐ)令、PLSY:16位連續執(zhí)行型脈衝輸出指令等(děng)。下(xià)麵例舉兩台電動機優化後的編程實例。
1、步進(jìn)電機的轉速控製PLC編程
1.1設計要求:
係統有8種速度可(kě)以選擇。步進電機(jī)在靜止不動且KM1不吸(xī)合時為係(xì)統處於原點(或(huò)稱初始狀態)。當按下啟動按鈕時KM1吸合、電動機不轉(zhuǎn)隻有再按下速度選擇按鈕電動(dòng)機才會(huì)根據所選擇的速度轉動。(速度1為90r/min、速度2為120r/min、速度3為150r/min、速度4為180r/min、速度5為210r/min、速度6為240r/min、速度7為(wéi)270r/min、速度8為300r/min、)。當按下停止按鈕KM1釋放電動機停止轉動。再一次按下啟(qǐ)動按鈕時KM1吸合、電動(dòng)機不轉隻有(yǒu)再按下速度選擇按鈕電動機才會根據所選擇的速度轉動。(可以進行循環)
1.2設計(jì)目標:
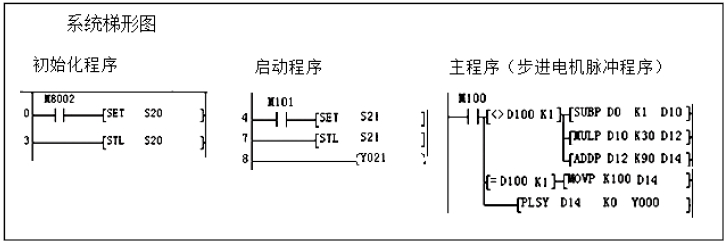
用四則邏(luó)輯運算指令(加減乘除)編程。並總結出這(zhè)種方法(fǎ)編程(chéng)方法的特點。
1.3實踐任務與要求:
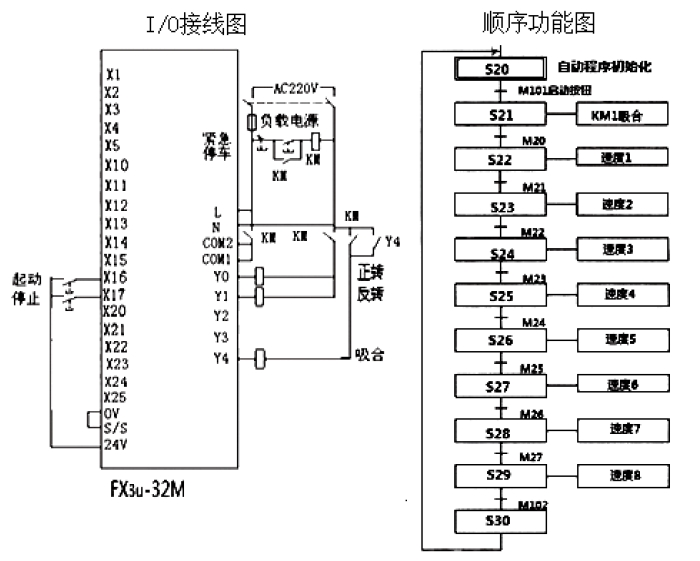
根據設備工藝要求,製(zhì)定合理(lǐ)的改造(zào)方案;確(què)定輸入、輸出設備(bèi),正確(què)選用PLC;正確計算選擇(zé)電器元(yuán)件,列出電器(qì)元(yuán)件(jiàn)一覽表;PLCI/O地址分配,並繪製I/O接線圖;設計梯形圖並模擬調試。
梯(tī)形圖(tú)工作過(guò)程分析:該係統的初始化程序用來設置初始狀態和原點位置條(tiáo)件。當(dāng)係統回(huí)到S20(係統初始位時),這時(shí)按下啟動按鈕(M101)就(jiù)執行下(xià)一步S21,在S21步中交流繼電器KM1吸合,在S21步中按下速(sù)度1(這裏的速度1就是觸摸屏中的D100,Set-ValueD100是按一下自動加一)D100等於1的(de)時候步進電機以速度1的方式轉動,D100等於2的時候步進電機以速度(dù)2的(de)方式轉動,D100等於3的時候步進電機以速度3的方(fāng)式轉動,當D100等於9的(de)時候D100自動還回到D100等於1的狀態(tài)。在S2中KM1斷開(複掉KM1)同時返回到S20步進行循環。同時在S21步中(zhōng)按下M102(停止)返回到S20步中。
2、三相異步電動(dòng)機(jī)轉速控製PLC編程
(1)設計要求:
係統有8種速度可以選(xuǎn)擇。步(bù)進電機在靜止不動且KM1不吸合時為係統處於原點(或稱初始狀態)。速度1(5HZ)、速度2(10HZ)、速(sù)度3(15HZ)、速度4(20HZ)、速度5(25HZ)、速度6(30HZ)、速度7(35HZ)、速度8(40HZ)。
當按下停止按鈕KM1釋放電動機停止轉動。再一次按下啟動按鈕(niǔ)時(shí)KM1吸合、電動機(jī)不轉(zhuǎn)隻有(yǒu)再按(àn)下速度選(xuǎn)擇按鈕時電動機才會根據你選擇的速度轉(zhuǎn)動。(可以進行循環)
(2)設計目標:
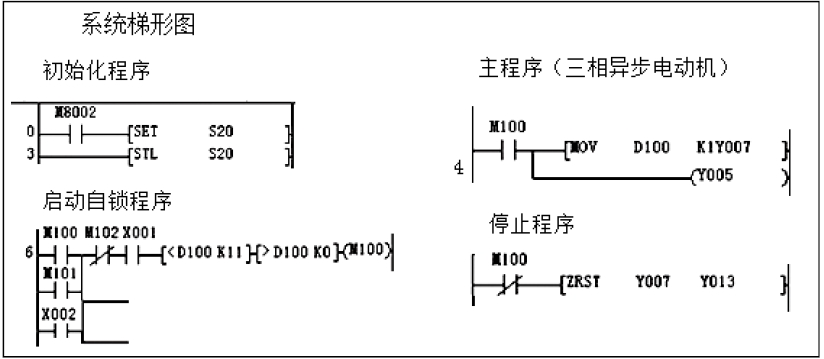
用特殊的(de)運算指令(MOV指令)編程,並總結出這種(zhǒng)方(fāng)法編(biān)程方法的特點。
(3)實踐任(rèn)務與要求:
根據設備工藝要求,製定合理的改造方案;確定輸入、輸(shū)出設備,正(zhèng)確選用PLC;正確計算選(xuǎn)擇電器元件,列出電器元件一覽表;PLCI/O地址(zhǐ)分配,並繪製I/O接線圖;設計梯形圖並模擬調試。
(4)元件清單、PLCI/O點分配、I/O接線圖、順序(xù)功能圖(同上)。
梯形圖工作過程分析:該係統的(de)初始化程(chéng)序用來(lái)設置初始狀態和原點位置(zhì)條件。當係統(tǒng)回(huí)到S20(係統(tǒng)初(chū)始位時),這時按下啟動按鈕(M101)就執行(háng)下一步S21,在S21步中交流繼電器KM1吸合(這裏的KM1以一種(zhǒng)置位的方式運行下去),當按下(xià)按鈕M21時執行到S22步中,在S22中電機以速度1的形(xíng)式轉動。當(dāng)按(àn)下按鈕M22時執行到S23步中,在S23中電機以速度2的形式轉動。當按下按鈕M23時執行到S24步(bù)中,在S24中電機以速度3的形式轉動。當按(àn)下按鈕M24時執行(háng)到S25步中,在(zài)S25中電(diàn)機以(yǐ)速度4的形(xíng)式轉動(dòng)。當按下按鈕M25時執行到S26步中,在S26中電機以(yǐ)速度5的形式轉動。當按(àn)下按鈕(niǔ)M26時(shí)執行到S27步中,在S27中電機以速度6的形式轉動。當按(àn)下按鈕M27時執行(háng)到S28步中,在S28中電(diàn)機以速度7的(de)形式(shì)轉動。當按下按鈕M28時執行到S29步(bù)中,在S29中電機以速度8的形式轉動。當按下按鈕M102時執行到S29步中,在S29中KM1斷開(覆蓋掉KM1)同時返回到S20步進行循環。
3、教學效果分析(xī)
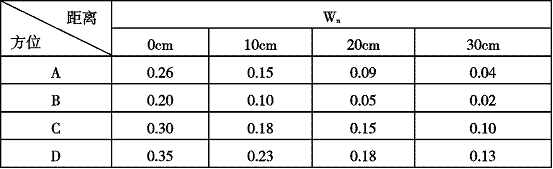
步進電動機和三相異步電動(dòng)機的兩個案例的分(fèn)析結果如下表格:
從表格中可以看出,選用普通指令編程用(yòng)時較長,內容繁(fán)瑣,且編完後由於程序太多不易在監控狀態全屏操作,監控時要用鼠標來(lái)回上下移(yí)動進行監控,麻煩又浪費(fèi)時間。而選用特殊指令編程,從編程步(bù)數(shù)、編程(chéng)用時上,都得(dé)到了大大的(de)縮減了,達到了優化(huà)的目的(de),提高工作效率。從編程程序上看也是簡單(dān)明了,出錯率降低,即使出錯也容易檢出,編程過程中不需要重複插入新的行,所用指令大大減少。從(cóng)程序所配套的觸摸屏上(shàng)來說,其設置也比較簡(jiǎn)單,不需要重複(fù)的(de)設置參數。因而在今後的技能實(shí)踐中,要取得更好的教(jiāo)學效果和比賽成績,優(yōu)化(huà)程序,提高編程效率尤為重要。
上(shàng)一篇:
電動汽車直(zhí)流充電樁原(yuán)理分析及研發
下(xià)一(yī)篇:
現代汽車發動機製造工藝的發展動向
我們的優勢:
品牌理念
標準流程
有效溝通(tōng)
專業管理
客戶視圖
優秀(xiù)團隊
品(pǐn)質(zhì)保證
無憂售後
上海茂(mào)育科教設備有限公司,立於上海,心懷天下
生(shēng)產基地:上海鬆江葉榭工業園
業務電話:021-56311657 , 56411696 , 業務傳真:021-56411696 公司郵箱:shanghaimaoyu@126.com
教學設備廠(chǎng)
滬公網安備(bèi) 31010702001294 號
滬ICP備13020377號-1
网站地图
红桃视频app-17c起草红桃国际-星空无限传媒红桃视频-红桃影视tvapp免费下载



 品牌理念
品牌理念  標準流程
標準流程  有效溝通(tōng)
有效溝通(tōng) 專業管理
專業管理 優秀(xiù)團隊
優秀(xiù)團隊 品(pǐn)質(zhì)保證
品(pǐn)質(zhì)保證 無憂售後
無憂售後 