材料分揀實訓使用說明
1、實訓目的
1)
材料分揀實訓台,材料分揀實(shí)訓裝置,材料分揀實訓設備使學員了解PLC的工作(zuò)原理(lǐ)及編(biān)程方法
2)熟悉FR-D720變頻器參數的設置
3)掌握觸摸屏多(duō)窗口對觸摸屏的監視與控(kòng)製
4)
材料分揀實(shí)訓台,材料分揀實訓裝置,材料分揀實訓設(shè)備了解物流係統中物(wù)料分揀(jiǎn)與分類的工作原理(lǐ)及控製方(fāng)式
2、實訓器材
1)MYN-236C 型”環形分(fèn)揀傳輸帶實訓考核設備” 1 台
2)PC電腦 1 台
3)RS-232編程線 1 條
4)FX-SC09-USB編程線 1 條(tiáo)
5)實驗迭插導線 若幹 條
3、控製要求
上料係統
控製:利用PLC控製氣缸的運動,氣缸的初(chū)始位置(原點)位於頂端,當把第一個物料放進(jìn)物料桶的時候,對射傳感器馬上給個信號給PLC。當第二個物料放進物料桶的時(shí)候頂料汽缸馬上動作(zuò),把物料頂住.當滿足它的條(tiáo)件的時(shí)候,推料(liào)汽缸馬上把物料(liào)出去。
4、設備通電前檢查
1)檢查三相電源指示燈工作是否正常
設備(bèi)由主控台供電後,三相電源指示燈U、V、W對應的顏色黃、綠、紅,會點亮,檢測三個指示燈是否亮度正常,如果不正常,則會(huì)有缺相現象。
2)檢查設備係統狀況
a.傳輸帶上無物料和其他物品(pǐn)
b.操作(zuò)麵板上無其他(tā)物品放置
c.電腦電源確保供電
3).檢查氣閥是否開啟,氣壓是否正常
4) 檢查操作麵(miàn)板上的開關情況
a. 檢查(chá)急停開關是(shì)否(fǒu)複位,如(rú)果沒複位則順時針旋轉按鈕。
b. 檢查鑰匙(shí)開(kāi)關(guān)是否為圖所示方向,確保設備在“開放端口”狀態
c. 檢查PLC、變頻器、伺服的電源(yuán)開關是否處於關閉狀態
 5、設(shè)備通電
5、設(shè)備通電
先(xiān)按“啟動”按鈕(niǔ),待聽到“當”的響(xiǎng)聲後,再接通需要運行的設備電源,如PLC、變頻器或觸摸屏的電源。如(rú)果有異常發生,請及時按“停(tíng)止”鍵切斷電(diàn)源。
6. 程序寫入(rù)
用三菱公司(sī)編程軟件“GX Developer”對PLC進行編程,用三菱公司人機界麵製(zhì)作軟件“GT Designer2”進行畫麵設計與組態(tài)編製。
a. 啟動GX Developer軟件,在打開裏選擇參考程序“SX815F”的工(gōng)程(chéng)文件夾打(dǎ)開。
b. 在菜(cài)單欄裏選擇“在線”選項卡,向下彈出菜單,選擇“PLC寫入”,在彈出(chū)的對話(huà)框中選擇需要寫入(rù)的程序“MAIN”,然後點擊“執行”按鈕。
c. 用“MCGS”寫入觸摸屏參考工程畫麵。啟(qǐ)動“MCGS”軟件,在彈出的對話框中選擇“MY-236C”文件(jiàn)後(hòu),打開
d.在參考程序打開(kāi)後,選擇菜單欄中的“通訊”→“跟MCGS的通訊”,之後彈出通(tōng)訊的對話框,在(zài)對話框中選擇“工(gōng)程下載(zǎi)”的選項卡,“基本畫麵”前麵(miàn)的 口 中打(dǎ)上小(xiǎo)勾,選擇所有的工程畫麵,然後點擊“下載”鍵,就可以通(tōng)訊
7、係(xì)統運行
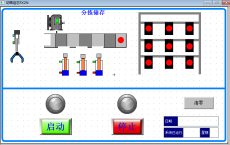
參考程序寫入與接線都完成後,進入係統運行階段(duàn)。先將PLC的運行開關調至RUN狀態。待觸摸屏畫麵啟動後,係統正式進入可操控狀況。
進入觸摸屏歡迎畫麵後,進入操(cāo)作主頁。在這(zhè)個畫(huà)麵(miàn)中,可(kě)以監控整條傳送帶的工作情況,如運行方向、轉速(sù)、物料槽設置及現有情況等信息。還能夠通過調用其他窗口對傳送帶的參數進行設置和監控。
 8、I/O分配
8、I/O分配
|
輸入端 |
|
序號 |
功能 |
地(dì)址 |
|
序號 |
功能 |
地址 |
|
1 |
物(wù)料有(yǒu)無 |
X0 |
21 |
|
|
|
2 |
推料(liào)氣缸伸(shēn)出 |
X1 |
22 |
皮帶末端(duān)物料檢測 |
X11 |
|
3 |
物料推出就位 |
X2 |
23 |
X軸右限位 |
X12 |
|
4 |
手臂左轉 |
X3 |
24 |
Y軸下限位 |
X13 |
|
5 |
手臂右轉 |
X4 |
25 |
倉儲氣(qì)缸伸出(chū) |
X14 |
|
6 |
手(shǒu)臂(bì)縮回 |
X5 |
26 |
倉儲氣缸縮回 |
X15 |
|
7 |
手臂伸出 |
X6 |
27 |
倉促手抓夾緊 |
X16 |
|
8 |
手(shǒu)爪上升 |
X7 |
28 |
倉促手(shǒu)抓鬆開 |
X17 |
|
9 |
手爪下(xià)降 |
X10 |
29 |
倉儲位1A |
X0 |
|
10 |
手爪夾緊 |
X11 |
30 |
倉儲位1B |
X1 |
|
11 |
手(shǒu)爪鬆開 |
X12 |
31 |
倉(cāng)儲位1C |
X2 |
|
12 |
金屬物料檢測 |
X13 |
32 |
倉儲位(wèi)2A |
X3 |
|
13 |
白色(sè)物(wù)料檢測 |
X14 |
33 |
倉儲(chǔ)位(wèi)2B |
X4 |
|
14 |
黑色(sè)物料檢測(cè) |
X15 |
34 |
倉儲位2C |
X5 |
|
15 |
金屬分揀氣缸伸(shēn)出 |
X16 |
35 |
倉儲位3A |
X6 |
|
16 |
白色分揀氣缸伸出 |
X17 |
36 |
倉(cāng)儲位3B |
X7 |
|
17 |
黑(hēi)色分揀氣缸伸出 |
X20 |
37 |
倉儲位(wèi)3C |
X10 |
|
18 |
物(wù)料計數 |
X21 |
38 |
|
|
|
19 |
|
|
39 |
|
|
|
20 |
|
|
40 |
|
|
|
輸出端 |
|
序號 |
功能 |
地址 |
|
序號 |
功能 |
地址 |
|
41 |
X軸PUL- |
Y0 |
|
51 |
金屬推料電磁閥(fá) |
Y12 |
|
42 |
Y軸PUL- |
Y1 |
|
52 |
白色推料電磁閥 |
Y13 |
|
43 |
X軸方向 |
Y2 |
|
53 |
黑色(sè)推料電磁閥 |
Y14 |
|
44 |
Y軸方向 |
Y3 |
|
54 |
倉儲氣缸電磁閥 |
Y15 |
|
45 |
供料(liào)氣缸電磁閥 |
Y4 |
|
55 |
倉儲手爪夾(jiá)緊 |
Y16 |
|
46 |
手(shǒu)臂右轉電磁閥 |
Y5 |
|
56 |
倉儲手抓放(fàng)鬆 |
Y17 |
|
47 |
手臂伸縮電(diàn)磁閥 |
Y6 |
|
57 |
報警燈(紅黃) |
Y20 |
|
48 |
手爪升降電磁閥 |
Y7 |
|
58 |
運行燈(dēng)(綠) |
Y21 |
|
49 |
機械手夾緊 |
Y10 |
|
59 |
變頻器STF |
Y22 |
|
50 |
機械(xiè)手鬆(sōng)開 |
Y11 |
|
60 |
變頻器RL |
Y23 |
|
中間(jiān)繼電器 |
|
61 |
倉儲位1A |
M50 |
|
|
|
|
|
62 |
倉儲位1B |
M51 |
|
|
|
|
|
63 |
倉儲位1C |
M52 |
|
|
|
|
|
64 |
倉儲位2A |
M53 |
|
|
|
|
|
65 |
倉儲位2B |
M54 |
|
|
|
|
|
66 |
倉儲位2C |
M55 |
|
|
|
|
|
67 |
倉儲位3A |
M56 |
|
|
|
|
|
68 |
倉儲位3B |
M57 |
|
|
|
|
|
69 |
倉儲位3C |
M58 |
|
|
|
|
|
70 |
供料顯示 |
M59 |
|
|
|
|
|
71 |
啟動 |
M130 |
|
|
|
|
|
72 |
停止 |
M140 |
|
|
|
|
|
73 |
清零 |
M150 |
|
|
|
|
係(xì)統停止
係統要停(tíng)止運行,先按主頁上的“停止”按鈕,帶所有器件(jiàn)停止工作後,在關閉PLC電源、變頻器電源、MCGS電源,最後按操作麵板上的“停止”按鈕切斷這套(tào)設備的電源。


 品(pǐn)牌理念
品(pǐn)牌理念  標準流程
標準流程  有效溝(gōu)通
有效溝(gōu)通 專業管理
專業管理 優秀團隊
優秀團隊 品質保證
品質保證 無憂(yōu)售後(hòu)
無憂(yōu)售後(hòu) 