

主頁 > 企(qǐ)業博(bó)客 > 淺談數控機床(chuáng)加工工作原理與排故
淺談(tán)數控機床加工工作原理與排故
2025-12-01 09:29數控機床(chuáng)是數字控製機床(Computer numerical control machine tools)的簡(jiǎn)稱(chēng),是一種裝有(yǒu)程序控製(zhì)係統(tǒng)的自(zì)動化機床。該控製係統能夠邏輯地處理具有控製編碼或其他符(fú)號指令規定的程序,並將其譯碼,用代碼化(huà)的數字表示,通過信息載(zǎi)體輸(shū)入(rù)數控裝置。經運算處理由(yóu)數控裝置發出各種控製信號,控製機床的動作,按圖紙要求的形狀和尺寸,自動地將零(líng)件加工(gōng)出來。
數控(kòng)機床較好地解(jiě)決了複雜、精密、小批量、多品種(zhǒng)的零(líng)件加工問題,是一種柔性的、高效能的自動化機床(chuáng),代表了現代機床控製技術的發展方向,是一種典型的機電一體化產品。
當前,數(shù)控機床在生產製造行業得以普遍應(yīng)用。以航空製(zhì)造業為例,生產活動離不開數控機床(chuáng)。在實際應用(yòng)中,機床可能發生多種多樣的故障,其中加工(gōng)精度異常是最為常見的問題。在生產活動中,常有操作人員反映加(jiā)工精度異常,不滿足設計標準要求,直接影響車間正常的(de)生產計劃。本文結合實際案例,探討加工精度(dù)異常的(de)形(xíng)成原因,提出相應的診斷處(chù)理和(hé)預防(fáng)方法。
一(yī)、數控機床加工的主(zhǔ)要特(tè)點:
1.對加工對象的適應性強,適應模具等產品單件生產的特點,為模(mó)具的製造(zào)提供了合適的加工方法(fǎ);
2.加工精度高,具有穩定的(de)加工質量;
3.可進行多(duō)坐標的聯動(dòng),能加工形狀複雜的零件;
4.加工零件改變(biàn)時,一般隻需要更改(gǎi)數控程序,可節省生產準備時間;
5.機床本身的精度高、剛性大,可選擇有利(lì)的加(jiā)工用量,生產率高(一(yī)般為普通機(jī)床的3~5倍(bèi));
6.機床自動化程度高,可以(yǐ)減輕勞動強度;
7.有利於生(shēng)產管理(lǐ)的現代(dài)化。數(shù)控機床使(shǐ)用數字信息與(yǔ)標準(zhǔn)代碼處理、傳遞信息,使(shǐ)用了(le)計算機控製方法,為計算機輔助設計(jì)、製造及管理一體化奠定了(le)基礎;
8.對操作人員的素質要求較高,對維修人員的技術要求更高(gāo);
9.可靠性高。
二、數控機床加工的基本組成及工作原理
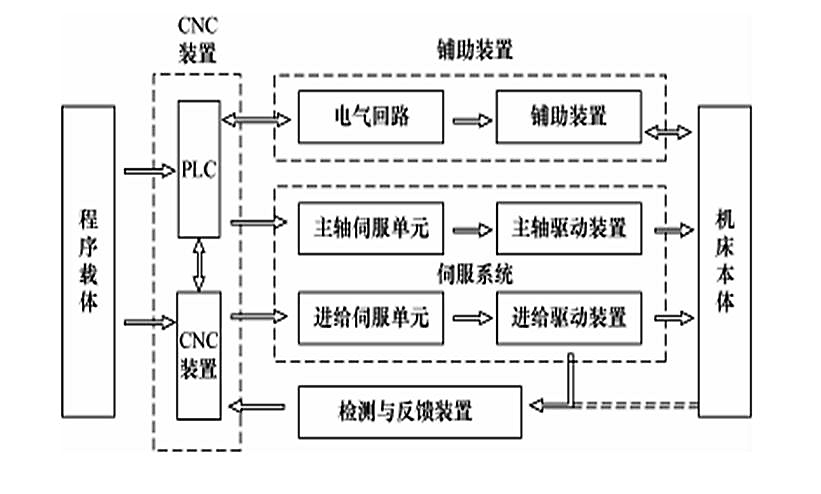
2.數控裝(zhuāng)置:數控裝(zhuāng)置是數控機床的核心。現代數控裝置均采用CNC(Computer Numerical Control)形(xíng)式,這種CNC裝置一(yī)般使用(yòng)多個微處理器,以程序(xù)化的軟件形式實現數控功能,因此又(yòu)稱軟件數控(Software NC)。CNC係統是(shì)一(yī)種位置(zhì)控製(zhì)係統,它是根據輸入數據插補(bǔ)出理想的運動軌跡,然(rán)後輸出到執行(háng)部(bù)件加工出所需要的(de)零件。因此,數控裝置主要由輸入、處理和輸出三個(gè)基(jī)本部分構成。而所有(yǒu)這些工作都由計算機的係統程(chéng)序進行合理地(dì)組織,使(shǐ)整個係統協調地(dì)進行(háng)工作。
3.伺服與測(cè)量反饋係統:伺服係統是數控機床的重要(yào)組成部分(fèn),用於實現數(shù)控機床的進給伺服控製和主軸伺服控製。伺服(fú)係統的作用是把接受來自(zì)數控裝置的指令信息,經功率放大(dà)、整形處理後,轉換成機床(chuáng)執行部件的直線位移或角位移運(yùn)動。由於伺服係統是數控機床的(de)最(zuì)後環節,其性能將(jiāng)直接(jiē)影響數控機床的精度和速度等技術指標,因此,對數控機床的伺服驅動裝置,要求具有良好的快速反應性能,準確而靈敏(mǐn)地跟蹤數控裝置發出的數字指令信號,並能忠實(shí)地執行來自數控裝置的指令,提高係統的動態跟隨特性和靜態跟蹤精度。
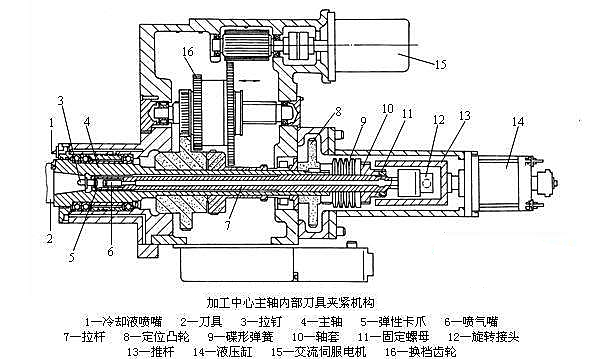
4.機床主體:機(jī)床主機是數控機床(chuáng)的主體。它包(bāo)括床身、底座、立(lì)柱、橫(héng)梁、滑座、工作台、主軸箱、進給機構、刀架及自動換刀裝置等機械部件。它是在(zài)數(shù)控機床(chuáng)上自動(dòng)地完成各種切削加工的機械部分。
5.數控機床輔助裝置:輔助裝置是保證充分發揮數控機床功能(néng)所必需(xū)的配套裝置,常用的輔助裝置包括:氣動、液壓裝置,排屑裝置,冷(lěng)卻、潤滑裝置,回轉工作台和數控分度頭,防(fáng)護,照明等各(gè)種輔助(zhù)裝置
三、數控機床加工精度異常(cháng)的(de)常見原因
1.係統參數發生變化或改動

2.機械故障導致的加工精度異常

1)檢查機(jī)床精(jīng)度異常時(shí)正運行的加工程序段,特別是刀具長度補(bǔ)償、加工坐標係(xì)(G54~G59)的校對及(jí)計算。
2)在點(diǎn)動方(fāng)式下,反複(fù)運動Z軸,經過(guò)視、觸、聽對其運動(dòng)狀態診斷,發(fā)現Z向運動聲音異常,特別是(shì)快速點動,噪(zào)聲更加(jiā)明顯(xiǎn)。由此判斷,機械方麵可能存在隱患。
3)檢查機(jī)床Z軸精度。用手(shǒu)脈發生器移動Z軸,(將手脈倍率定(dìng)為1×100的擋位,即每變化一步,電機進(jìn)給0.1mm),配合(hé)百分表觀察Z軸的(de)運動情況。在單向運動精度保持正常(cháng)後作為起(qǐ)始點的(de)正向運(yùn)動,手脈每變化一步,機床Z軸運動的實際距離d=d1=d2=d3…=0.1mm,說明(míng)電機(jī)運行(háng)良好,定位(wèi)精度良好。
而返回機床實(shí)際運動(dòng)位移的變化上,可(kě)以分為四個階段:
①機床運動(dòng)距離d1>d=0.1mm(斜率大於1);
②表現出為d=0.1mm>;d2>d3(斜率小(xiǎo)於1);
③機床機構實際未移動(dòng),表現出最標準的反向間隙;
④機(jī)床運動距(jù)離與手脈給定值相等(斜率等於1),恢複到機床的正常(cháng)運動。
3.機床電氣參數未優(yōu)化電機運(yùn)行異常

分析認為,故障原(yuán)因有兩點,一是機械反向間隙較大;二是(shì)X軸電機工作異常。利用FANUC係統的參數功能,對電(diàn)機進行調試。首先對存在的間隙進行了補償;調整伺服增(zēng)益參數及N脈衝抑製功能參數,X軸電機的抖動消除,機(jī)床加(jiā)工精度恢複正常。
4、機床位置環異常或(huò)控製邏輯不妥
鏜銑床加(jiā)工中心(xīn),數控係統為FANUC18i,全閉環控製方式。加工過(guò)程中(zhōng),發現該(gāi)機床Y軸精度異常,精度誤差(chà)最小在0.006mm左(zuǒ)右,最大(dà)誤差(chà)可達到1.400mm.檢查中,機床已經按照要求設置了G54工件坐(zuò)標係。在MDI方式下,以G54坐標係(xì)運行一段程(chéng)序(xù)即“G90G54Y80F100;M30;”,待機床運行結束後顯示器上顯示的機械坐標值為“-1046.605”,記錄(lù)下該值。然後在手動方式下,將機床Y軸點動到其他任意位置(zhì),再次在MDI方式下執(zhí)行(háng)上麵的語句,待(dài)機床停止後,發現此時機床機械坐標數顯值為“-1046.992”,同第一次執行後的數顯示值相比(bǐ)相差了0.387mm。按照(zhào)同樣的方(fāng)法,將Y軸點動到不同的位置,反複執行該語句,數顯的示值不定。用百分表對Y軸進行檢測,發現機械位置(zhì)實際誤差同數(shù)顯顯示出的誤差基本一致(zhì),從而認為故障原因為Y軸重複定位誤差過大。對Y軸的反向(xiàng)間隙及定位精度進(jìn)行仔細檢查,重新作補償,均無效果。因此懷(huái)疑光柵尺及係統參數等有(yǒu)問題(tí),但為什麽產生(shēng)如此大的誤差,卻(què)未出現相應的報警信息呢?進一步檢查發(fā)現,該軸為(wéi)垂直方向的軸,當Y軸鬆開時,主軸箱向下掉,造成了超差。
四、數控機(jī)床故障的診斷原則和方法
1.按數控機床發生的故障(zhàng)性質分類
1)確定性故障:指隻要條件符合就會發生故障;比如(rú)電壓負荷過高,會報警。
2)隨機故障:指在相同的條(tiáo)件下,會隨機地發出一兩次(cì)的報警信號;這種故障是最(zuì)難分析排查的;這類(lèi)故障一(yī)般與機械結(jié)構零件、數(shù)控係統零件相關聯(lián)。
2.按故障類(lèi)型分類
1)機械故障:指主要發生在機床主機部分,常見的故障主要有:因機械部件(jiàn)的安裝(zhuāng)、調試、操作使用不規範等原(yuán)因引起的(de)機械傳動故(gù)障(zhàng);因導軌、主(zhǔ)軸等運動部件的幹涉、摩擦過大等原(yuán)因引起的(de)故障(zhàng);因機械零(líng)件的損(sǔn)壞、;聯結不(bú)良等原因引起的故障等等。
2)電氣故障:指電氣控製係統出現的故障(zhàng)。常見的故障主要有:因控製係統的元件器件、所引起的故障;因控製係統的主回(huí)路或高壓、大功率回(huí)路中的、、開關、熔斷器、電源電壓器等電氣元件器件及其所組成的控(kòng)製電(diàn)路所引起的強電故(gù)障。
3.數控機床機械故障診斷方法
1)追蹤法:指在故障診(zhěn)斷和(hé)維(wéi)修前,維(wéi)修人員要先對故障發生的時間、機床的運行狀況和故(gù)障類型(xíng)進行詳細的了解,然後尋找故障發生的各種痕跡。
2)自診斷功能:指cnc係統每(měi)次從通電開始,係統(tǒng)內部診斷程序就自動執行診(zhěn)斷。通過(guò)隨時監控係(xì)統各部分的工作情況,及時分析故障並立刻在crt上(shàng)顯示報警信息。有時當硬件發生故障時就要使用來指(zhǐ)出故障的原因。如果啟功診(zhěn)斷不能結束,係(xì)統就(jiù)無法投入生產。
3)在線診斷:指在係(xì)統處於正常運行狀態(tài)時(shí)通過cnc係統的內裝程序,對cnc係統本身以及cnc裝置相連的各個單元、以及外部設備等進行自動診斷、檢查。隻要係統不斷電,在線(xiàn)診斷就會一直進行下去。
4)離線(xiàn)診斷:指數控係統出現故障後,數控係(xì)統生(shēng)產商以及專家(jiā)、或專業(yè)維修中心利用專用的診斷軟件和測試裝置進行停機(jī)或脫機檢查。
4.數控機床機械故障診斷的(de)一般過程
1)觀察數(shù)控機床情況:通過“望聞問切”的方法來進行故(gù)障的觀察。
2)故障(zhàng)情況的分析:通過觀察故(gù)障的情況來進行情況分析,從而縮(suō)小(xiǎo)故(gù)障範圍,確定故障的查找(zhǎo)方式。
3)故障查找:運用查找手段對數控機(jī)床進行從外到裏的,從易(yì)到難的檢測,查閱相關資料來確定故障點。
五(wǔ)、結語
隨著科學(xué)技術的發展,數控機床(chuáng)得以在製造行業普遍應用,且(qiě)獲得行業青睞。本文結合(hé)實際案例,從機械傳動部件(jiàn)故障、熱(rè)變形、地基和水平不符合要求、電氣參數更改、係統參數變化或改動、保養管理(lǐ)不善等方(fāng)麵,介紹了加工精度(dù)異常的原因和處理方法。在企業生(shēng)產中,隻有(yǒu)加強采購管理,定(dìng)期開展維修保養工作,提高操作(zuò)人員(yuán)的技能素(sù)質,才能(néng)提高加工精度,促進企業可持續發展。







