

工業機器人焊接(jiē)及自動控製實訓係統,工業機器人焊接及自(zì)動控製實(shí)
2020-09-28 10:00一、工業機器人焊接及自動控(kòng)製實(shí)訓係統,工業機器(qì)人焊接及自(zì)動控製實訓裝置,工業機器人焊接及自動控製實訓設備產品介紹:
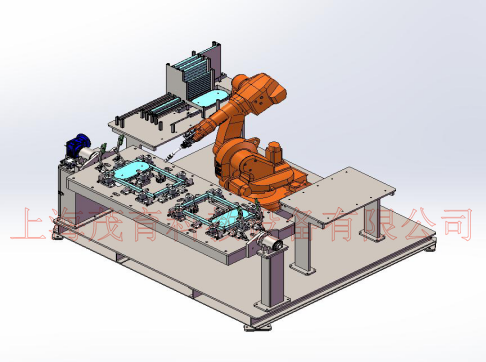
該方案以6軸焊接機器人工作站為核心,配置了(le)機器人專用焊(hàn)機(jī)、焊接冷凝係統、氬氣保護氣、焊接變位台等配套裝置,並配(pèi)套有自動化焊接控製係統,通過PLC編程,自動控製出料、上料、雙麵焊接、出(chū)料等工序,是學習工業機器人焊接應用技(jì)術及自動化技術實(shí)訓絕佳(jiā)載體。
通過機器人搬運與(yǔ)焊(hàn)接功能的轉換,結合分料台與自動焊接變(biàn)位台(tái)的自動連貫動作,使其具(jù)有比(bǐ)以往(wǎng)實訓(xùn)教學設備所更(gèng)加完善的配置和更為完整功能,真實的模擬和反映了機器人焊接和工業控製的過程,實訓內容廣(guǎng)泛、變化多樣,是一款典型的職業能力實訓和考核設備,通過在該設備上實訓和考核,可使學生職業能力得到大幅度提升。
1.交流電源:三相(xiàng) AC 380 V±10% 50Hz;
2.溫度:-10~50℃;環境濕度:≤90%無水(shuǐ)珠凝結;
3.整機功耗:≤10.0kVA
4.設備尺寸:3500mm*3000mm*1850mm
5.安全(quán)保護措施:具有接地保護、漏電保護、斷電保(bǎo)護功能,安全性符合相關的國家標(biāo)準(zhǔn)。
三、工業機器人焊(hàn)接及自動控製實訓係統(tǒng),工業機器人焊接及自(zì)動控製實訓裝置,工業機器人焊接及自動控製實訓設(shè)備產品配(pèi)置參數:
1. 焊接工件描述
焊絲規格: Ф0.8/1.0/1.2mm
焊縫形式: 平焊縫、角焊縫 、半圓焊
保護氣體: CO2氣體
工(gōng)作方式(shì): 人工上下料,機(jī)器人自動焊接
堆焊層厚度: 更具工藝要求
2. 方案概述
焊(hàn)接機器人係統是由焊接(jiē)機器人、焊接電源、機器人專(zhuān)用焊(hàn)槍、焊接變位台及(jí)夾具(jù)、PLC及電氣(qì)控製、安全防護圍欄等部分組成(chéng)。
工件由人工放置在工裝後,由機器人開始自(zì)動焊接。
方案配置如(rú)下:
| 序(xù)號 | 名稱 | 單位 | 數量 |
| 1 | 機器人係(xì)統 | 套 | 1 |
| 1.1機器人本體 | 個 | 1 | |
| 1.2機器人控製櫃 | 個(gè) | 1 | |
| 1.3彩色示教器 | 個 | 1 | |
| 1.4係統電纜總成 | 套 | 1 | |
| 1.5弧焊軟件包 | 套 | 1 | |
| 2 | C02焊接電源 | 套(tào) | 1 |
| 2.1焊接電源本體(tǐ) | 套 | 1 | |
| 2.2焊接電纜 | 套 | 1 | |
| 2.3送絲機 | 個 | 1 | |
| 3 | 雙位焊接變位台及自動夾緊係統 | 套 | 1 |
| 4 | 自動(dòng)化控製係統 | 套 | 1 |
| 4 | 機器人專用焊槍 | 套 | 1 |
| 5 | 防碰撞傳感器 | 套 | 1 |
| 6 | 電氣控(kòng)製及(jí)按鈕站 | 套(tào) | 2 |
| 7 | 機器人底座 | 套 | 1 |
| 8 | 係統設計、集成與編程 | 次 | 1 |
| 9 | 現(xiàn)場調試與培訓 | 次 | 1 |
係統易損易耗件清單如下:
| 序號(hào) | 名稱 | 尺寸 | 庫存 | 備注 |
| 1 | 導電咀 | Φ0.8-1.6 | 20 | 消(xiāo)耗品 |
| 2 | 焊槍噴嘴 | M20 | 10 | 消耗品 |
| 3 | 導絲管 | Φ0.8-1.6 | 5 | 消耗品 |
| 4 | 壓絲輪 | Φ0.8-1.6 | 5 | 消耗品 |
3. 工藝流程
焊接工件焊縫周(zhōu)圍30mm內應(yīng)無油、鏽及汙漬,且滿足工件圖紙(zhǐ)尺寸公差要求。係統焊接工作流(liú)程如下。
1) 準備工序:焊(hàn)接工件按圖紙要求備置。
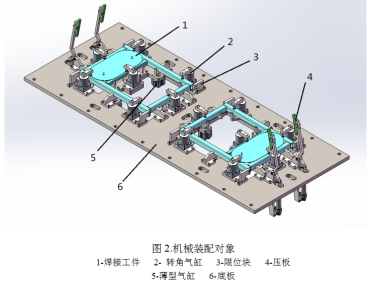
2) 安裝工件(jiàn):機器人自動將(jiāng)工件放進工位1,將工件放(fàng)置到工作台。
3) 工件(jiàn)限位:夾緊裝(zhuāng)置自動夾緊工件,緊靠限位塊。
4) 機器人正麵焊接:機器人從設定的位置開始實現正麵自(zì)動焊接。
5)機器(qì)人反麵焊接:變位台開始變位,翻轉到反麵,機(jī)器(qì)人開始反麵焊接。
5) 工件卸裝:焊接結束後機器(qì)人到工位2進行焊接作業,操作工(gōng)再次進入工位1,卸下工件。
6) 如此循環作業。
4. 主(zhǔ)要功能
為保證焊接質量和焊接效率,機器人係統配置了完善的自保護功能和弧焊(hàn)數(shù)據(jù)庫,主要功能如下。
原始路徑再繼(jì)續:焊(hàn)接過程中發生氣(qì)流量異常、焊絲用完和暫時停止時(shí),排除故障後(hòu)可(kě)直接(jiē)調用“繼續上次(cì)焊接”命令,機器人可(kě)從任意位(wèi)置(zhì)自動到暫停的(de)位置繼續進行焊接。
故障檢(jiǎn)測和預測:檢測出(chū)報警發生後,從控製裝置獲取數據,推測故障部位並依次列出高故障部位,顯示部件更換順序,計(jì)算機(jī)上的及診斷情況,可使用iPendant在現場查看。此外,計算機(jī)定期從現場的機器人中獲(huò)得運行(háng)數據(jù),並對所取得的數據進行分(fèn)析,判斷機器人的運行狀態是否正常,並提示用戶應對即(jí)將到來的故障。
防碰撞功能:機器人焊槍與外部(bù)物體相碰撞時可自動折回,保護(hù)焊槍(qiāng)和機器人(rén)本(běn)體。
專家數據庫:通過在程序中設定必(bì)要的(de)焊接條件,係統可自動完成排(pái)焊道和相應焊接參數調整。
示教(jiāo)編程:通過(guò)機器人(rén)配置的(de)示教(jiāo)器實現現場編程。
焊槍擺動:在焊接時(shí)不僅可以實現常用的SIN型、鋸齒型、圓型、8字型、L型等擺焊模式,還可以根據具體工件的形狀實現自定義擺焊(hàn)功能,由此增大了焊(hàn)道寬度,提高(gāo)了(le)焊接強度,保(bǎo)證焊道美觀度。
狀態顯示:機器(qì)人通過示教器可以顯示整個機器人係統的運行狀態,包括程(chéng)序運行(háng)狀態、焊接過程參數變化、係統參數變化、機器人當前位置、執(zhí)行曆史記(jì)錄、安全(quán)信號、報警(jǐng)記錄等,由此客
戶可以及時了解機器人係統的狀態,做到提前預防機器人(rén)係統(tǒng)出現問題。
輸入/輸出文件:機器人係統中的係統文(wén)件以及示教(jiāo)程序文件等(děng)可以(yǐ)存儲到機器人控(kòng)製櫃內部的(de)存儲卡,也可以提取到外(wài)部設備,通過離線編程軟件編寫的程序也可以載入到控製櫃內部(bù),由此客戶可以(yǐ)定期備份(fèn)係統文件,一(yī)旦機器人係統出現問題(tí)後可以將係統文件還原來解決機器人(rén)的相關問題。
5. 主要部件介紹
l ABB/IRB1600-10/1.45;IRC5 標(biāo)準櫃;
l 手腕(wàn)持重: 10 kg
l 最大臂(bì)展半徑: 1.45m
l 軸數(shù): 6軸
l 重複定(dìng)位精度: 0.05mm(多台機器人測試綜合平均值)
l 機器(qì)人(rén)版本: 鑄造專(zhuān)家型二代
l 防護等(děng)級: IP67
l 軸運動:
軸 動作範圍(wéi) 最大速度
1 回轉 +180°至-180° 180°/s
2 立(lì)臂(bì) + 150°至 -90° 180°/s
3 橫臂 + 65°至-245° 185°/s
4 腕 +200°至-200° 385°/s
5 腕擺 +115°至-115° 400°/s
6 腕傳 +400°至(zhì)-400° 460°/s
l 電源: 200-600V, 50-60Hz
l 功耗: 0.58KW
l 機器人尺寸: 底座:484X648 mm 高度:1294mm
l 機器人重量: 250 kg
l 環境溫度: 5°C- 45°C
l 最大濕度: 95%
l 最大噪(zào)音(yīn): 70dB(A)
l 路(lù)徑(jìng)定位精度: 0.13mm
是一(yī)款具有智能化功能的高性能操作機器人,適(shì)合各種弧焊應用,具有重量輕、結構緊(jǐn)湊的特點。
針對弧焊應用,通過優化成功的設計了輕量和緊湊的機器人手臂,在保證原有可靠性的同時,實現了優異的性(xìng)價比。
采用最(zuì)先進的伺服技術,可以提高機器人的動(dòng)作(zuò)速度和(hé)精確度,在最大程(chéng)度上減少操作員的幹預,提高了弧焊係(xì)統的工作效率。
特點及優(yōu)勢:
① 采用最先(xiān)進的伺服技術(shù),機器人動作速度快,控製精度與工作效率(lǜ)高
② 機器(qì)人與焊接電源之間實現數字通訊,確(què)保機器人和焊接電源高速協調控製,達到(dào)高品質焊接。
③ 提(tí)供薄板碳鋼低飛濺、高品質脈衝等多種(zhǒng)焊接方(fāng)法,應用範圍(wéi)廣,焊接能力(lì)強。
④ M-10iA/8L機器人具有開放的外(wài)部通訊和IO接口,可與國內外主流焊機匹配
⑤ 自帶焊(hàn)頭修正、再(zài)起弧功能
⑥ 可實現全方(fāng)位安裝。
5.2 機器人控製器櫃
機器人控製櫃的(de)控製是采用工控機技術(shù)的智能運動控(kòng)製(zhì)係統,全數字伺服模(mó)塊給機器人的6個關節的交流伺服電機提供驅動電源。
采用友好(hǎo)和簡易的編(biān)程界麵,圖標式按鍵,使操作人員更加易(yì)學和舒適(shì)。分布式硬件結構和(hé)精簡指令集軟件能保證嚴格的時序和任務的執行。
特點:
① 采用與世界上最暢銷的CNC共通的(de)設(shè)計方法(fǎ)與主要部件,具有高可靠性、高性能的特點。
② 控製器(qì)體積小且減少了電能消耗。
③ 優化點焊和伺服槍的運動,降低(dī)了工作節拍(pāi)時間,提高生產率(lǜ)。
彩色示教器:
機器人係統配有(yǒu)大屏幕彩色LCD顯示的(de)編程器,操作與(yǔ)編程簡單明了,具有在線(xiàn)焊接參數修改和故障自(zì)診斷顯示功能。可轉(zhuǎn)換中/英文顯(xiǎn)示方式(shì),方便操作者。並且安裝有dead-man開(kāi)關,進(jìn)一步保證安全。
具有如下優點:
通過巧妙的設計改變(biàn)了示教盒的重心,改善了整體的平衡性,使示教、操作變(biàn)得更輕鬆。
通過金屬接頭及(jí)塑料護套加強了電纜接頭處(chù)的防護,避免因為拉拽刮(guā)擦(cā)造成的電纜損壞。
菜單(dān)式操作,易學(xué)易用。
具有附(fù)加(jiā)軸切換的(de)快捷鍵及電(diàn)源指示燈,簡化了操作步驟。
能夠更方便的(de)和(hé)其他設備進行數據交換,數(shù)據(jù)擴展使用更加方便。
擁有安(ān)全保護設置。
5.4 送絲機
提供的350型送絲機專為機(jī)器人焊接係統設計,體積小,重量輕。
主要技術參數如下(xià):
| 規格型號: | / |
| 送絲速度: | 1 - 22mm/sec |
| 焊絲直(zhí)徑: | Φ0.8、1.0、1.2、1.6 |
| 送絲方(fāng)式: | 四輪驅動 |
| 機身材質: | 鑄鋁 |
| 重 量: | 8.2kg |
| 控製方式: | 直流(liú)伺服 |
特點(diǎn)優勢
送絲係統穩定(dìng)1) 全數字化(huà)的送絲(sī)控製,高分辨率的轉速反饋,高精度的速度調節
2) 四輪驅動,0.5~21m/min範圍內實現穩定送絲(sī)
3) 雙彈簧壓力(lì)臂調(diào)節,適用焊絲(sī)直徑(jìng)為0.8~1.6mm
裝卸簡單方便
1) 無需工具即可(kě)完成送絲輪更換
2) 鬆下焊槍(qiāng)接口
3) 整體設計緊湊、輕(qīng)巧,使機器人的運動性能發揮至最優
5.5 機器人專用焊槍
機器人焊槍選用機器人專(zhuān)用焊(hàn)槍,該(gāi)焊槍具有超長的使用壽命,顯著的冷卻效果,優異的耐機械疲勞性能,使MIG焊槍和相關配套設備獲得了很高的性價比,在弧焊機器人領域得到了大範圍和快速的應用。
主要技術參數如下:
| 規格型號: | / |
| 額(é)定電流: | 310A,暫載率60% |
| 冷卻方(fāng)式(shì): | 氣冷 |
| 焊絲尺寸: | 1.0-1.6mm |
| 氣(qì)體導管: | 2條 |
| 氣體(tǐ)消(xiāo)耗量: | 6L/min起 |
| 重量: | 0.7kg |
| 電壓等級: | L(IEC 60974-7 標準) |
5.6PLC電氣控製及(jí)按(àn)鈕站
機器人工作站(zhàn)電氣控製(zhì)係統采用PLC對機器人控製櫃I/O對設備控製,包(bāo)括對(duì)機器人、焊接電源、送絲機構、變位機等控製,壓縮氣體壓力和(hé)保護氣體壓力的檢測,控製工作站的啟停等(děng)操作。控製櫃內(nèi)的繼電器(qì),三色燈,按鈕,蜂鳴器,光電開關(guān),按鈕(niǔ)開關,氣動元件以及連接氣管等均為國際知名品牌的產品,控製櫃內部具有良好的密封性能,並(bìng)保證在-15℃~+45℃範圍(wéi)內正常工作。焊接機器人工作站配有(yǒu)按鈕站,通(tōng)過按鈕站上的啟動、停止等開關(guān)能夠實現設備的運轉和停止,可以利用示教器來完成。
| 名稱 | 型號 | 數量 |
| PLC控製器 | FX2N-48MR | 3台 |
| 觸摸屏 | TPC7062 | 1台 |
| 電氣係統 | 正(zhèng)泰、德力(lì)西等 | 1套 |
5.8焊接電源(yuán)
| 參數類(lèi)型(xíng) | Ehave CM250AR |
| 控製方式 | 全數字 |
| 輸入電壓 | 3相380Vac±25%(285~475V) |
| 輸入頻率 | 30~80 Hz |
| 輸入容量(liàng) | 8kVA |
| 額定開路電壓 | 63.7V |
| 額定輸出電流範圍 | 30~300A |
| 額定輸出電(diàn)壓範圍 | 12~30V(精度0.1V) |
| 額定暫載率 | 250A/100%/40℃ |
| 焊接方法 | CO2/MAG/MMA,實芯焊絲、藥芯(xīn)焊絲、電焊條 |
| 焊(hàn)絲直徑 | φ0.8/1.0/1.2mm |
| 焊接時序 | 無收弧、有收弧、重複收弧、點(diǎn)焊 |
| 焊機參數通道存(cún)儲 | 默認10組 |
| 電弧特性 | -9~+9 |
| 機器(qì)人通訊 | 有 |
| 預置通訊口 | 有 |
| 冷(lěng)卻方式 | 智能風冷 |
| 送(sòng)絲速度 | 1.4~24m/min |
| 防護等級 | IP23S |
| 主機環境 | 工業重載、-39℃~+50℃ |
| 體積(jī) | 300×480×620mm |
| 重量 | 48KG |
6、安全控(kòng)製係統配置參數:
1) 功能、參數及特點描述:①隔離護欄,總體高1200mm,框架采用(yòng)2mm厚灰色鋁合金材料,網孔式護欄;帶一個側開門,左右推(tuī)拉式,占地2600~2700mm×3100~3200mm;
②在隔離護欄、安全門、設備等顯(xiǎn)眼位置粘貼多種安全標識,實(shí)時提醒設備的安全(quán)運行。
7、裝配桌配置參數:
1) 功能、參(cān)數及(jí)特點描述(shù):
① 由台身和台(tái)麵、和工具(jù)櫃三大部分組成。台身用方管焊接噴塑後組裝連接,台麵(miàn)用高密度中纖板,表麵貼壓防火板,耐腐蝕、防靜電。
② 每台裝配桌帶一個220V電源插座,插座不占用台麵空間;
③ 帶工學結合存儲(chǔ)式工具櫃,3層抽屜式,帶管理功能。
④ 尺寸(cùn):1400mm×700mm×780mm (長×寬×高)
四、工業(yè)機器人焊接及自動控製實訓係統,工業機器人焊接及自動(dòng)控製實訓裝置(zhì),工業(yè)機器人焊(hàn)接及自動控製實訓設備配置清單
| 序(xù)號 | 物料名稱 | 規格型號 | 單位(wèi) | 數量 |
| 1 | 工業機器(qì)人 | 6軸 | 套 | 1 |
| 2 | 焊接夾具 | 配套 | 套 | 1 |
| 3 | 機器人專用焊機 | / | 套(tào) | 1 |
| 4 | 氬氣 | 配套 | 套 | 1 |
| 5 | 焊接工件 | 配套 | 套 | 1 |
| 6 | 安全防護裝置 | / | 套 | 1 |
| 7 | 裝配桌 | / | 套 | 1 |
| 8 | 無油空壓機(jī) | 靜音 | 套(tào) | 1 |
| 9 | 資料光盤 | / | 套 | 1 |
| 10 | 實驗指導書 | / | 套 | 1 |







