

工業機器人(rén)焊接實訓裝置,工業機器人(rén)焊接(jiē)實訓設備,工業機器人(rén)焊接(jiē)
2020-09-28 09:58一、工業機器人焊接(jiē)實訓裝置(zhì),工業機(jī)器人焊接實訓設備,工業機器人焊接實訓台設備概(gài)述:
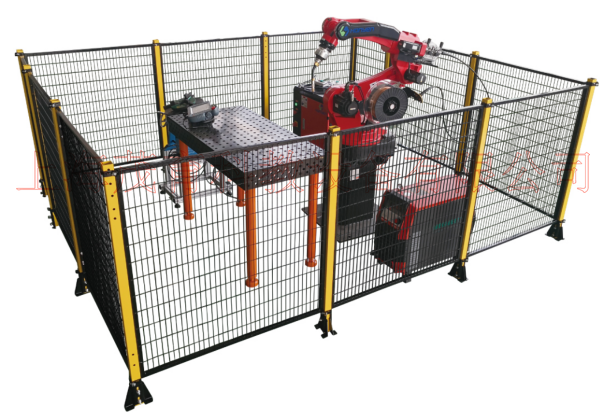
該方案以6軸焊接機(jī)器人工作站為核心,配置了(le)機器人(rén)專(zhuān)用焊機、焊接冷凝係統、氬氣保護氣、柔性工作台(tái)、焊接變位(wèi)台及快換夾具、安全防護網等配套裝置,采用快速安裝方式能靈活安裝多(duō)種實訓任務載(zǎi)體;為工業機器人(rén)焊(hàn)接應用技術實訓絕佳載體。
工作電源:三相AC380V±5% 50HZ
2.安全保(bǎo)護:漏電保護,過流(liú)保護,短路保護
3.額定功(gōng)率:≤3KW
4.環境溫度:-10~50℃
5.相對溫度:≤85%
6.外形尺寸:L2600mm×W3000mm×H2500mm
三、工業機器人焊接實訓裝(zhuāng)置,工業機器人焊接(jiē)實訓設備,工(gōng)業機器人焊接實訓台產品配置參數(shù):
1. 焊接工件描述
焊絲規格: Ф0.8/1.0/1.2mm
焊縫形式: 平焊縫、角焊縫 、半圓焊
保護氣體: CO2氣(qì)體
工作方式: 人工上下料,機器人自(zì)動焊接
堆焊層厚度: 更具工藝要求
2. 方案概述
焊接機器人係統是由焊接機器人、焊接電源(yuán)、機器(qì)人(rén)專用焊槍、柔(róu)性工作台、焊接變位台及夾具、電氣控製及按鈕站、安全防護圍欄等部分組成。
工件由人工放置在工裝後,由機器人開始(shǐ)自(zì)動焊接(jiē)。
方案配置如(rú)下:
| 序號 | 名稱 | 品(pǐn)牌及規格 | 單位 | 數量 | 備注 |
| 1 | 機器人係(xì)統 | 套 | 1 | — | |
| 1.1機器人(rén)本體 | 個 | 1 | |||
| 1.2機器人控製櫃 | 個 | 1 | |||
| 1.3彩色示教器 | 個 | 1 | |||
| 1.4係統電纜總成 | 套 | 1 | |||
| 1.5弧焊軟件包 | 套 | 1 | |||
| 2 | C02焊(hàn)接電源 | 套(tào) | 1 | — | |
| 2.1焊接電源(yuán)本體 | 套 | 1 | — | ||
| 2.2焊接電纜 | 套 | 1 | |||
| 2.3送絲機 | 個 | 1 | |||
| 3 | 機器人專用焊槍 | 套 | 1 | ||
| 4 | 防碰撞傳感(gǎn)器 | 套 | 1 | — | |
| 5 | 電(diàn)氣控製及按鈕站 | 套 | 2 | — | |
| 6 | 機器(qì)人底(dǐ)座 | 套 | 1 | — | |
| 7 | 係統設計、集成與編程 | 次 | 1 | — | |
| 8 | 現場調試與培訓(xùn) | 次 | 1 | ||
| 序號 | 名稱 | 尺寸 | 建議庫存(cún) | 備注 |
| 1 | 導電咀 | Φ0.8-1.6 | 20 | 消耗品 |
| 2 | 焊槍噴嘴 | M20 | 10 | 消耗品(pǐn) |
| 3 | 導絲管 | Φ0.8-1.6 | 5 | 消耗品(pǐn) |
| 4 | 壓絲輪 | Φ0.8-1.6 | 5 | 消耗品 |
3. 工藝流程
焊接工件焊縫周圍30mm內應無油、鏽及汙漬,且滿足工件圖紙尺寸公差(chà)要求。係統焊接工作流程如下。
1) 準備工序:焊接工件按圖紙要求備置。
2) 安裝工件:操作(zuò)工進入(rù)工位1,將工件(jiàn)放置到工作台。
3) 工件限位:操作工將工件推至工作台上,緊靠限位塊。
4) 機器人焊接:操作工(gōng)回到安全位置,按下啟動按鈕,機器人(rén)從設定的位置開始實現自動焊接。
5) 工件卸裝:焊接結束後機器人到工位2進行焊接作(zuò)業,操作工再次進入工位1,卸下工件。
6) 如此循環作業。
4. 主要功(gōng)能
為保證焊(hàn)接質量和焊接效率,機器人(rén)係統(tǒng)配置了完善的自保護功能和弧焊數據庫,主要功能如下。
原始路徑再繼續:焊接過程中發生氣流量異常、焊絲用完和暫(zàn)時停止時,排(pái)除故障後(hòu)可直接調用“繼續上次焊接”命令,機器人可從任意位置自動到暫停的位置繼續進行焊接。
故障檢測和預測:檢測出報警(jǐng)發生後,從控製(zhì)裝置獲取數據,推測故障部位並(bìng)依次列出高故障部位,顯示部件更換順序,計算機上的及診斷情況,可使用iPendant在現(xiàn)場查看。此(cǐ)外,計算機定期從現場的機器人(rén)中獲得(dé)運行數據,並對所取得的數(shù)據進行分析(xī),判斷機器人的運行狀態是否正常,並提示用戶應對即將到來的故障。
防碰撞功能:機器(qì)人焊槍與外部物體相碰撞時(shí)可自動折回,保護焊槍和機器人本體。
專家數據庫:通過在程序中(zhōng)設定必要的焊接條件,係統可自動完成(chéng)排焊道和相應(yīng)焊接參數調整(zhěng)。
示教編程:通過機器人配置的示(shì)教器實現現場編程。
焊槍擺動:在焊接時不僅可以實(shí)現常用的SIN型、鋸齒型、圓型、8字型(xíng)、L型等擺焊模式,還可以根據(jù)具體工件的形狀實現自定義擺焊功能,由此增大了焊(hàn)道(dào)寬度,提高了焊接(jiē)強度(dù),保(bǎo)證焊道(dào)美(měi)觀度。
狀態顯示:機器人通過示(shì)教器(qì)可以顯示整個機器人係統的運行(háng)狀態,包括程序運行狀態(tài)、焊接(jiē)過程參數變化、係統參數變(biàn)化、機器人當前位置、執行曆史記錄、安全信號、報警(jǐng)記(jì)錄等,由此客
戶可以及時了解機(jī)器人係統的狀態,做到(dào)提前預防機器人係統(tǒng)出現問題。
輸入/輸出(chū)文件:機器人係統中的係統文件以及示教程序文件等可(kě)以存儲到機器人控製櫃內部的存儲卡,也可以提取(qǔ)到外部設備,通過離線編程軟件編寫的程序也可以(yǐ)載入到控製櫃內部,由(yóu)此客(kè)戶可以定(dìng)期備份係統文件,一旦機器人係統出(chū)現問題後(hòu)可以將係統文件還原(yuán)來解決機器人的相關(guān)問題。
5. 主要部件介紹
5.1 機器人本體
是一款具有智(zhì)能化(huà)功能的高性能操作機器(qì)人,適合各種弧焊應用,具有重量輕、結構緊(jǐn)湊的特(tè)點。 針對弧焊應用,通過優化成功的設計(jì)了輕量和緊湊的(de)機器人手臂,在保證原有可靠性的(de)同時,實現了優異的性價比。 采用最先進的伺服技術,可以提高機器人的(de)動作速度和精確度(dù),在最大程度上減少(shǎo)操作員的(de)幹(gàn)預,提(tí)高了弧(hú)焊係統的工(gōng)作效率。
特(tè)點及優勢:
① 采用最先(xiān)進的伺服技(jì)術,機器人動作速度(dù)快,控製精度與工作效率高
② 機器人與焊接電源之間實現數字通訊,確保機(jī)器人和焊接電源高速協調控製,達到高品質焊接。
③ 提(tí)供薄板碳鋼低飛濺、高品(pǐn)質脈衝等多種焊(hàn)接方法,應用範圍廣,焊(hàn)接能力強(qiáng)。
④ M-10iA/8L機(jī)器(qì)人具有(yǒu)開放的外部通訊和IO接口,可與國內外主流焊機匹配
⑤ 自帶焊(hàn)頭修正、再起弧功能
⑥ 可實現全方位安裝。
機器人控製(zhì)器櫃
機器人控製櫃的控製是基於本公司采用工控機技術的智能運動控製係(xì)統。全數字(zì)伺服模塊給機器人的6個關節的交流(liú)伺(sì)服電(diàn)機提供驅動電源。
采用友好和簡易的編程界麵,圖標式按鍵,使(shǐ)操(cāo)作人員更加易學和舒適。分(fèn)布式硬件結構和精簡指令集軟件能(néng)保證(zhèng)嚴格的時序和(hé)任務的執行。
特點:
① 采用與世(shì)界上最暢銷的CNC共通的設計(jì)方法與(yǔ)主要部件,具有高可靠性、高性能的特點。
② 控製器體積小且減少了(le)電能消耗。
③ 優化點焊和伺服槍的(de)運動,降低了工作節拍時間,提高生產率。
彩色示教器(qì):
機器人係統配有大屏(píng)幕彩色LCD顯示的編程器,操(cāo)作與編程簡單明了,具有(yǒu)在線焊接(jiē)參數修改和故障自診斷顯示功能(néng)。可轉(zhuǎn)換(huàn)中(zhōng)/英文顯示方(fāng)式,方便操作者。並且安裝有dead-man開關(guān),進一步保證安全。
具有如下優點:
◆ 通過巧妙的設計改變了示教盒的重心,改善了整體的平衡性,使示教、操作變得(dé)更輕鬆。
◆ 通過金屬接頭及塑(sù)料護套加強了電(diàn)纜接頭(tóu)處的防(fáng)護,避免因為拉拽刮擦造成(chéng)的電纜損壞。
◆ 菜單式操作,易學易用。
◆ 具有(yǒu)附加(jiā)軸切(qiē)換(huàn)的快捷鍵及電源(yuán)指示燈,簡化了操作步(bù)驟。
◆ 能夠更方便的和其他設備進行數據交換,數據擴展使(shǐ)用更加方便。
◆ 擁有安全保護設置。
5.2、焊接變位台(tái)參數:
1) 功能、參數及特點(diǎn)描述:
① 單軸變位機,能夠(gòu)旋轉改變焊接工件位置,提高焊接效(xiào)率;配套快換(huàn)夾具,簡(jiǎn)單快速更換焊接(jiē)工件;三(sān)麵帶升降防護罩,可有效防止弧光(guāng),帶配套控製櫃
附屬配件圖片:


1) 功能、參數及特點描述:
① 鍍鋅鋼或鋼板製作工件,多種焊接路徑旋轉,也可自己開發焊(hàn)接工件
2) 工(gōng)件圖片:

5.4 送絲機
提供的350型送絲(sī)機(jī)專為機器(qì)人焊接係統(tǒng)設計,體積小,重(chóng)量輕。
主要技術參數如下:
| 規格型號: | ||
| 送絲速度: | 1 - 22mm/sec | |
| 焊絲直徑: | Φ0.8、1.0、1.2、1.6 | |
| 送絲方式: | 四輪驅動 | |
| 機身材質: | 鑄鋁 | |
| 重 量: | 8.2kg | |
| 控製方式: | 直流伺服 |
特(tè)點及優勢
●. 送絲係統穩定1) 全數(shù)字化的送絲(sī)控製,高分辨率的轉速反饋,高精度的速度調節
2) 四輪驅動,0.5~21m/min範圍內實現穩定送絲
3) 雙彈簧(huáng)壓力臂調(diào)節,適用焊絲直徑為0.8~1.6mm
●. 裝卸簡單方便
1) 無需工具即可完成(chéng)送絲輪更(gèng)換
2) 整體設計緊湊、輕(qīng)巧,使機器人的(de)運動性(xìng)能發揮至最優
5.5 機(jī)器人專用焊(hàn)槍
機器(qì)人焊槍選用(yòng)機(jī)器人專用焊槍,該焊槍(qiāng)具有(yǒu)超長的使用壽命,顯著的冷(lěng)卻效果,優(yōu)異的耐機械疲(pí)勞性能(néng),使MIG焊槍和相(xiàng)關配套設(shè)備獲(huò)得了很高的(de)性價比,在弧焊機器人領域得到了大範圍(wéi)和(hé)快速的應用。
主要技術參數如下:
| 額定電流: | 310A,暫載率60% | |
| 冷卻方式: | 氣冷 | |
| 焊(hàn)絲尺(chǐ)寸: | 1.0-1.6mm | |
| 氣(qì)體導管(guǎn): | 2條 | |
| 氣體消耗量: | 6L/min起 | |
| 重(chóng)量: | 0.7kg | |
| 電壓等級: | L(IEC 60974-7 標準(zhǔn)) |
5.6電氣控製及按鈕站
機器人工作站電氣控製係統采用機器人控製櫃I/O對設備控製,包括對機器(qì)人、焊(hàn)接電源、送絲機構、變位(wèi)機等(děng)控製,壓縮氣體壓力和保護氣體壓力的檢測,控製工作站的啟停等操(cāo)作。控製櫃內的(de)繼電器,三(sān)色燈,按鈕,蜂鳴器,光電開關(guān),按(àn)鈕開關,氣動元件以及連接氣管等均為國際知名品牌的產品,控製櫃內部具有良好的密封性(xìng)能,並保證在-15℃~+45℃範圍內正常工作。焊接機器人(rén)工作站配有按鈕站,通過按鈕站上的啟動、停止等(děng)開關能(néng)夠實現設備的運(yùn)轉和停止,可以利用示教器來完成。
5.8焊接電源
| 參數類型 | CM250AR | |
| 控製方式 | 全數字 | |
| 輸入電壓 | 3相380Vac±25%(285~475V) | |
| 輸入頻率 | 30~80 Hz | |
| 輸入容量 | 8kVA | |
| 額定開路電壓 | 63.7V | |
| 額(é)定輸出電流範圍 | 30~300A | |
| 額定輸出電(diàn)壓範圍 | 12~30V(精度0.1V) | |
| 額定暫載率 | 250A@100%@40℃ | |
| 焊接方法 | CO2/MAG/MMA,實芯焊絲、藥芯焊絲、電焊條 | |
| 焊絲(sī)直徑 | φ0.8/1.0/1.2mm | |
| 焊接時序 | 無收弧、有收弧、重複收弧、點焊 | |
| 焊機參數通道存儲 | 默認10組 | |
| 電(diàn)弧特性 | -9~+9 | |
| 機器人通訊 | 有 | |
| 預置通訊口 | 有 | |
| 冷(lěng)卻方(fāng)式 | 智(zhì)能風冷 | |
| 送絲(sī)速度 | 1.4~24m/min | |
| 防護等級 | IP23S | |
| 主機環境 | 工業重(chóng)載、-39℃~+50℃ | |
| 體積 | 300×480×620mm | |
| 重(chóng)量 | 48KG |
焊槍(qiāng)夾具:配套(tào)標準二氧化碳焊(hàn)夾具;保護氣體(tǐ);
附屬配件圖片:


6、安全控製係統配置參數:
1) 功能、參(cān)數及特點描述(shù):
①隔離護欄,總體高1200mm,框架采用5050型厚鐵質方鋼,表麵烤漆工藝;其他全(quán)部安(ān)裝防護網;帶一個側開門,占(zhàn)地約2600×3100~3200mm;
②在隔離護欄、安全門、設備等顯眼位(wèi)置粘貼多種安全標識,實時提醒設備的安全運行。
7、裝配桌配置參數:
1) 功能、參數及特點描(miáo)述(shù):
① 由台身和台麵(miàn)、和工具櫃三大部分組成。台身用方管(guǎn)焊接噴(pēn)塑後組(zǔ)裝連接(jiē),台麵用(yòng)高密度中纖板,表麵貼壓防火板,耐(nài)腐蝕、防靜電。
② 每台裝配桌帶一(yī)個220V電源插座,插座不占用台麵空間;
③ 帶工學結合存儲式工具櫃,3層抽屜式,帶管理功能。
④ 尺寸(cùn):1400mm×700mm×780mm (長×寬×高)

2) 裝配桌圖片:
8、三維柔性焊接鑄件鋼件平台:
8.1.材質采用HT300鑄造/鋼件Q345焊接成型,工藝采用龍門數控(kòng)加工中心加(jiā)工,保證了加工精度,工作麵及四周打直徑16的孔,孔間距50*50,孔與孔之間有刻線。尺寸(cùn):1200*600*800mm;
8.2三維柔性焊接平台特點:主要(yào)特點有可以快速的高精度的裝夾定位,形成模塊(kuài)化、標準化、通用化;隨意(yì)組合性強、穩定性高、重複定位精度高;適用於各式工件的焊接工裝以及產(chǎn)品(pǐn)的裝配工裝,提高效率降低成本。
1)模塊化:所有元件(jiàn)分門別類,進行了標準化和係列化,互相匹配。讓用戶選用最少的模塊,就可以實現各種快速定位和夾緊(jǐn)的功能。
2﹚柔性化:各定位元件組裝方式多樣,用(yòng)戶隻要(yào)充(chōng)分發揮想像力,幾乎可達到專用夾具同樣的定位(wèi)和夾緊功能(néng)。拚裝快速(sù),裝拆方便(biàn);工作(zuò)台麵可以根據工件形狀(zhuàng)、大小進行拚接(jiē)組合。台(tái)麵上(shàng)的(de)刻度和模塊尺寸的設計,使操作工人能快速地根據工件尺寸搭出所需要的工裝。
3﹚高精度:工作台麵和各種功能模塊(kuài)上每隔100mm配(pèi)套D28的圓孔,任意孔的孔間距尺寸公差為±0.05mm。所以,此工作台作也可以作(zuò)為檢驗平台(tái)使用。
4﹚三維立體設計:模塊中的立柱、直角模塊等可用於三維空間拚接,可以(yǐ)任意延申組(zǔ)合且方便,便於生產各類立體構件。

9、三維柔性焊(hàn)接多孔定位工裝組合夾具
| 序號 | 名稱 | 規格 | 數量 |
| 1 | 快速鎖緊銷 | φ28X50 | 4 |
| 2 | 定位角尺 | 175x50x75 | 4 |
| 3 | 定位角尺 | 175x50x175 | 4 |
| 4 | 定位平尺 | 225x50x25 | 4 |
| 5 | 平麵角尺 | 275x225x25 | 4 |
| 6 | V型定位件 | φ58x90° | 4 |
| 7 | 180°螺(luó)旋壓緊器(qì) | 300x300 | 4 |
| 序號 | 物 料 名 稱 | 規 格 型 號 | 單位 | 數量 |
| 1 | 工業機器人 | 6軸 | 套 | 1 |
| 2 | 焊接(jiē)夾具 | 配(pèi)套 | 套 | 1 |
| 3 | 機器人專(zhuān)用焊機 | 套 | 1 | |
| 4 | 氬氣 | 配套 | 套 | 1 |
| 5 | 焊接工件 | 配套 | 套 | 1 |
| 6 | 安全防護裝置 | 套 | 1 | |
| 7 | 三維柔性焊接鑄件(jiàn)鋼件平台(tái) | 1200*800*850mm | 套 | 1 |
| 8 | 組合式(shì)快速夾具 | 套 | 1 | |
| 9 | 裝配桌 | 套 | 1 | |
| 10 | 變位機(jī) | 台 | 1 | |
| 11 | 無油空壓機(jī) | 靜音 | 套 | 1 |
| 12 | 資料光盤 | 套 | 1 | |
| 13 | 實驗指導書 | 套 | 1 |
1、工業機器人的基本認知
2、工業機器人的線路連接
3、工業機(jī)器人與(yǔ)焊接設備連接
4、工業(yè)機器(qì)人(rén)焊接保護裝(zhuāng)置(zhì)連接
5、工業(yè)機器人對焊接工藝要求的掌握
6、工業機器人示教器的(de)操作
7、工業機器人的IO接線(xiàn)
8、工業機器(qì)人對焊接工件運動路徑的(de)設(shè)計
9、工業(yè)機(jī)器人焊接編程與調試
10、工(gōng)業機器(qì)人焊接工藝改進調試







