

數控設備運行故障的診斷與處理措(cuò)施
2026-01-15 09:53故障診斷是工(gōng)業生產領域(yù)中比較常見的一種設備故障診斷方法,合理地使用該(gāi)方(fāng)法(fǎ)可(kě)以在較短的時間內幫助工作(zuò)人員順利找出故(gù)障發生點,從而快速解決這(zhè)些設備故(gù)障問題,確保工業生產作業能夠順利進(jìn)行,接下來筆者將以液壓氣動機設備為例,使用故障診斷的方法對(duì)其(qí)發生的一些故障問題進行相應的診斷和處理。
一、液壓氣動機設備概述
液壓起動機設備通常以增壓缸裝置作為主要的(de)處(chù)理裝置,其在實(shí)際應用過程中可以替代傳統的機械衝壓設備以及液(yè)壓機設備。合理地使(shǐ)用該設備可以幫助工作人員完成折彎、衝(chōng)孔、鉚接(jiē)、裝配(pèi)、碰(pèng)焊、衝壓、裁斷、壓(yā)印、擠模成型等施(shī)工(gōng)作業。液壓氣動(dòng)機設備的主要應用優勢表現在以下幾點:第一,工作人員可以使用該設備實現對壓(yā)增壓泵壓力值的快速調節;第(dì)二,該設備的內部結(jié)構設計非常科學,體積小、外表美觀、自重小;第三(sān),設備中所(suǒ)有用於(yú)承壓的零件均為標準零件,且相鄰零件之間均無焊接,便於工作人員對這些零件進(jìn)行拆卸和更換,具有較高的安全性;第四,工作人員用以控製設備運行(háng)的方式有很多,如手動操作(zuò)、計(jì)算機(jī)操作等等。
二、數控設備運行故障的診(zhěn)斷
隨著數控設備的功(gōng)能特性一直在不斷地優化,這些(xiē)數控設備的內部結構也越來越(yuè)複雜多變,設備中任何一個元器件發生失效(xiào)或者損壞的情況都會在一定程度上導致該數控設備的運行故障。因此(cǐ)工作人員需要對液壓氣動(dòng)機數控設備在運行過程中可能會發生的(de)一些故障問題(tí)進行全麵的分析,並(bìng)且將這些故障問題以故障樹的方式進行明確,如圖1所示,為後續故障處理(lǐ)工作的開展奠定基礎。
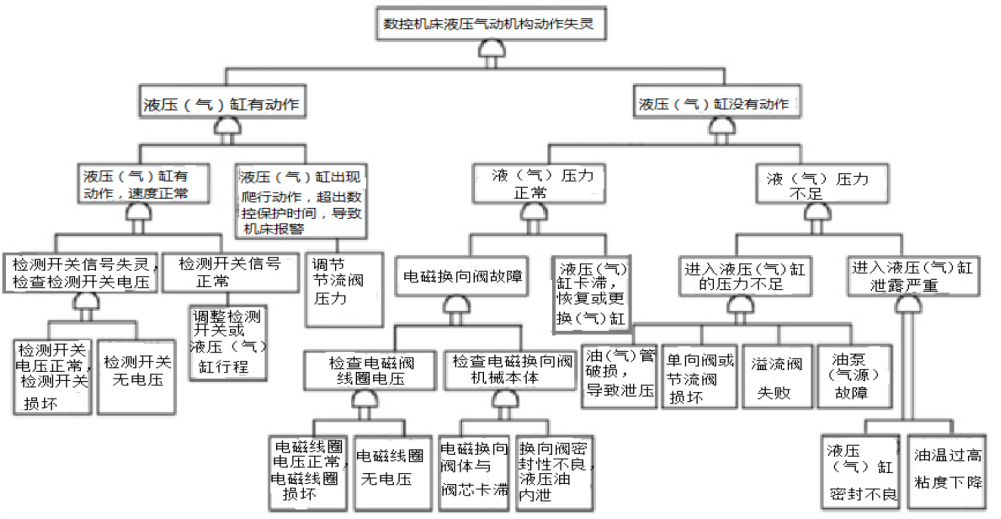
圖1 液壓氣動機(jī)設備失效的故障樹示意圖
三、數控設備運行故障的分析實例及處理(lǐ)措施
1.換刀故障及處理。以起亞VX950M立式加工(gōng)中心為例,機床(chuáng)係統為FANUC18i係統。
1)故障現象。當設備在進行換刀這一動作時(shí)機械手與主軸之間發生嚴(yán)重的(de)卡頓,且設(shè)備(bèi)操作麵板上也相應出現了換(huàn)刀報(bào)警,當工作人員將(jiāng)出(chū)現(xiàn)換刀(dāo)故障問題的(de)機械手所對應的擋板進行拆除時,發現機械手連接凸(tū)輪的螺杆出現了斷裂。
2)故障檢(jiǎn)查。故障檢查步驟如下:第一,工作人員應先將換刀動作的全過程在(zài)進(jìn)行明確:主軸定位→下翻90°→逆時針旋轉75°→主軸鬆刀→機械手接刀→逆(nì)時針旋轉180°→機械手裝刀→順時針(zhēn)旋轉75°→上翻(fān)90°→完(wán)成(chéng)換刀動作;第二,結合換刀動作的(de)正確流(liú)程(chéng)以及發(fā)生卡頓故障時具體的換刀位置(zhì)進行判斷;第三,明確故障問題發生在逆時針旋轉75°後主軸沒(méi)有按照設計標準在第一時間內進行鬆刀(dāo),因(yīn)而引發相(xiàng)應(yīng)的換刀故障問題。
3)故障樹分析。故障樹診斷分析要點如下(xià):第一,由於液壓啟動機設備中的主軸沒有在逆時針旋轉75°後及時地(dì)完成鬆刀動作(zuò),而氣(qì)缸(gāng)裝置(zhì)又處於正常運行的狀態,因此我們可以初步排除氣缸裝置故障問題的分支內容;第二,由於主軸的氣缸在運行過(guò)程中(zhōng)的速度始終(zhōng)處於正常狀態,此我們可以排除與氣(qì)缸爬行動作相關的分支內部;第三,對鬆(sōng)刀動(dòng)作的開關裝置(zhì)進行檢查,由於機床設備在完成換刀動(dòng)作(zuò)的是所有的數據信號都(dōu)是由檢測開關進傳輸(shū)至PLC程序中來完成相應的(de)指令和動作(zuò),因此若開關(guān)沒有及時地向(xiàng)機床(chuáng)設備發出鬆刀信號,也極有可能會造成主軸的換刀失效問題,經檢測開關信號均處於正常狀態,因此我們可以進一步排除與檢測開關失效相關的(de)分支內容。由於(yú)上述分支內容均沒有對換刀動作產生影響,因此我(wǒ)們可以將故障問題鎖在氣缸裝置上,最終得出因氣缸裝置內的搖臂發生斷(duàn)裂而導致液壓起(qǐ)動(dòng)機設備出現換刀故障問題。
4)故障(zhàng)處理。工作人員可以通過對(duì)液壓氣動機設備的鬆刀裝(zhuāng)置進行適當地調整,同時對主軸的搖臂裝置(zhì)進行更換,便可以使得機床中的換刀工作可(kě)以(yǐ)順利完(wán)成,從而排除該項故障問題。
2.換擋故(gù)障及處理。以(yǐ)日發精機臥式加工中心為例,機床(chuáng)係統為FANUC0i—MB係統。
1)故障現象。當工作人員(yuán)向液壓氣動機設備發出換擋的指令時,機床並未及時地(dì)完成換(huàn)擋動作,而是在操作麵板(bǎn)上出現GEARLEVELERROR的(de)報警信號。
2)故障檢查。針對這一(yī)故障問題,工(gōng)作人員需要(yào)及時地對該設備機床展開詳細地(dì)調查,由於(yú)該報警(jǐng)信號時在設備機床操(cāo)換擋的過程中所觸發的(de),因此我(wǒ)們可以將故障問題初步鎖定(dìng)在換向閥帶(dài)動電(diàn)機齒輪與高檔齒輪和抵擋(dǎng)齒輪進行相互咬合(hé)驅動的換擋過程中(zhōng)。當機床發生換擋失靈等相(xiàng)關故障問題時正處於主軸由低擋位向(xiàng)高檔位進行換擋,因此工作人員可以先由操作麵板入手,在操作麵板中分別輸(shū)入低擋到位數據信號以及高擋到位數據信(xìn)號,最終得到隻有低擋信號沒有高擋信號的結論,因此我們可以(yǐ)將換擋故障問題的範圍進行大幅度地縮(suō)小,並且將其鎖定在開內(nèi)側開關時效和液壓機構失效兩(liǎng)個方向。
3)故障樹(shù)分析(xī)。故障樹診斷分析要點(diǎn)如下:第一,由於換擋動作(zuò)中所涉及到的液壓氣缸未出現任何動作,因此我(wǒ)們可以初步排除與液壓氣缸故障相關的分支內容(róng);第二,工作人員通過對設備機床進行細致的檢查,最終明確機床內並無任何漏油的現象,且油壓表的壓力(lì)和示數(shù)也均處於(yú)正(zhèng)常的狀態(tài),因此我們可以排除與液壓(yā)壓力故障問題相關的分支內容[4];第三,對機床內部結構中(zhōng)的(de)換向閥機械能檢查,確定其電壓及電阻值均正常(cháng),但是在檢查換向閥內部閥芯時卻發現了卡滯現象,因(yīn)此我(wǒ)們可(kě)以判斷出該設備機床在運行過程中所出現的換擋故障問題是有換向閥內閥芯卡滯(zhì)所造(zào)成的。
4)故障處理。工作人員可以通過對該設備機床中的閥體和閥芯進行更換,確保換向閥能夠順利轉向,消除其(qí)內部閥芯的卡滯問題,從而使得機床能夠順利完(wán)成換擋(dǎng)動作(zuò),從而完(wán)成故障處理作業。
3.工作(zuò)台故障及處(chù)理。以起亞63G臥式加工中心為例,機床係(xì)統為FANUC18i係統。
1)故障現象。當機床在(zài)運行過程中執行工(gōng)作台更換這一指令時(shí),工作台內托盤在上升過程中,其左側的防濺門突然停(tíng)止運行,且工作台的更換操作觸發了超時警(jǐng)報係統。
2)故障(zhàng)檢查。針對這一故障問(wèn)題,工作人員可以采取(qǔ)以下檢查措施:第一,對工作台的更換動作進行(háng)明確:需要更(gèng)換的工作台(tái)先由原始位置移動至參考位置點→由機床內(nèi)的托盤升起(qǐ)需(xū)要更換的工(gōng)作台→將左(zuǒ)側防濺門開啟,右側(cè)防濺門關閉→將拉杆移動至托盤的位(wèi)置處→將(jiāng)工作台進行橫向移動→將更換(huàn)後的工作台由托盤帶會原卡槽處→將(jiāng)左側防濺門關閉,右側防濺門開啟→將托(tuō)盤(pán)降至原始位置→完成工作台的更換動作;第二,由於數(shù)控(kòng)機床在執行(háng)口令(lìng)動作時通常需要在完成上一個指令後才能(néng)執行下一個指令,因此我們可以將故障點(diǎn)縮小在左側防濺門未能執行(háng)開啟或者關閉的動作以及拉杆暫未執行伸至托盤位置處這(zhè)一動作的範圍(wéi)內。
3)故障樹分析。故障樹診斷(duàn)分析(xī)要點(diǎn)如下:第一,由於機床左側防濺門可以執行正常的開啟和關閉作用,且機床內氣缸裝置也有動作,因此我們可以先排除與氣缸故障相關(guān)的分支內容;第二,通過對操作麵(miàn)板的信號輸入信息查詢,我們可以發現當工作(zuò)人員輸入左側防濺門開啟和右側防濺門關閉的信號時,左側防濺門受到信號而右側防濺門卻未能受到信號,因此我們可以判斷發出數據信號(hào)的檢測開關出現了(le)故障問題,且故障問題偏向於右側。
4)故障(zhàng)處理。工(gōng)作人(rén)員可以適當地對控製機床右側防濺門的檢測開關裝(zhuāng)置進行適當地調(diào)節,通過緊固螺(luó)絲或者更換檢測開關內部構件(jiàn)的方式來完成相應(yīng)的故障處理工作,確保(bǎo)該設備(bèi)機床在後續執行更(gèng)換(huàn)工作台這一口令(lìng)時能夠順利完成。
四、教(jiāo)學設備推(tuī)薦與介紹:

MY-08T-3C型數控車(chē)床裝(zhuāng)調與維修實訓(xùn)設(shè)備
一、產品的特點:1.產品依據數控(kòng)機床裝調維修工職業(yè)及崗位的技能要求,結合數控機床維(wéi)修技術領域的特(tè)點,能讓學員在較為真實的(de)環境中進行訓練,以鍛煉學員的職業能力,提高職(zhí)業(yè)素養。2.產品結合目前國內數控係統的使用情況,以(yǐ)及數控教學和(hé)設備的現狀,符合(hé)國內數控維修教學的現狀(zhuàng)和特點,為數控教學和實操訓練(liàn)提供支撐(chēng)。
3.以實際工作任務為載體,根據工作任(rèn)務開展過程(chéng)中的特點劃分實施環節,分(fèn)係統設計(jì)、電氣安裝與連接、機電聯調與故障排(pái)除、機床試加工等幾個真實工作過程的職業實踐活動,再現典型數控機床電氣控製及(jí)機械傳動的(de)學(xué)習領域情境,著重培養學員對(duì)數控機床的電器安裝接線、機電聯調、故障(zhàng)檢測與維修、數控機床維護等綜合能力。
4.與(yǔ)實際應用技術相結合,包含(hán)數控係統應用、PLC控製、變頻調速控製、傳感(gǎn)器檢測、伺服驅(qū)動控製、低壓電氣控製、機械傳動等(děng)技術,培訓學員對數控機(jī)床的基本(běn)工具和量具的使用能力,強化學員(yuán)對數控(kòng)機床的安裝、接線、調試、故障診斷與維修等綜合能力。
5.設備適合於(yú)職業院校數控機床裝調維修技能比賽(sài)和(hé)職業院校的數控裝調維修(xiū)專業、數控加工專業、機電一體(tǐ)化專業的(de)教學與(yǔ)實訓,該設備是根據職業學校數控維修(xiū)專業教學特點,結(jié)合企(qǐ)業(yè)的實際需求以及崗位技能(néng)工藝規範(fàn)要求而開發的具有二次開發型功能與學習型功能的實訓設備,該設備(bèi)采用模塊(kuài)化結構,通過(guò)不同的組合,完成數控機(jī)床的電氣裝調、係統調試(shì)、數控機床功能部件機(jī)械幾何精度檢測及維護維修等實訓項目,滿足企業對這類型人才的需求,還適合數控裝(zhuāng)調工的(de)職業技能鑒定。
二、產品結構和組成
1.係統由機床實訓櫃、精(jīng)密型二坐標(biāo)等組成。
2.機床實(shí)訓櫃采用鐵質亞光密紋噴塑結構,正麵裝有數控係統和操作麵板,背麵為機床電氣櫃,櫃(guì)內器件布局與實際機床廠的模(mó)式(shì)一致。電氣(qì)櫃內(nèi)的電氣安裝板為多功能網(wǎng)孔板,上麵裝有變頻器、伺服驅動器、交流接觸器、繼電器、保險絲座、斷路器、開關電源、接線端子排和走線槽等;電氣櫃底部還設有變壓器和接地端子等。
3.精密型二坐標底(dǐ)座(zuò)桌子采用鐵質亞光密紋噴塑結構,上方設有二坐標安裝平(píng)台,采用(yòng)鑄件、鋁件、鋼等材料(liào),表麵磨削(xuē)加工;
4.係統采用三相四線製AC380V交流電源供電,並設(shè)有漏(lòu)電保護器(qì)和保險絲等,具有過載保(bǎo)護、短路保護和漏電保護裝置,在電壓異常或出現短路情況時自動動作,保護人身和(hé)設備(bèi)安全。
5.X、Z軸由交流伺服電機驅動(dòng),運動方向上設有正負限位、參考點等(děng)功能,主軸由三相異步電機驅動,變頻(pín)調(diào)速控製。
6.精密型二(èr)坐(zuò)標由進給傳動係統和輔助裝置等組成,通過對精密型二坐標的拆裝訓練,學員(yuán)可掌握幾(jǐ)何精度檢測方麵的水(shuǐ)平度、平行(háng)度和(hé)垂直(zhí)度的(de)調整方法等,同(tóng)時學會百分表、直角尺、遊(yóu)標卡尺等工量具的使用方法(fǎ)和機床機械精度的測(cè)量方法。
7.工作台等均采用鋼件結(jié)構(gòu),表麵經磨削處理,確保機床運(yùn)行精(jīng)度穩定。
8.X、Z軸進給傳動係統由滾珠絲杠螺母副(fù)、進口直線導軌、軸(zhóu)承、軸承支(zhī)座、電機支座(zuò)等組成,可進行導軌預緊力(lì)調整、滾珠絲杠的裝配與調整等技能訓練。
9.精密型十字滑台(tái)(二(èr)坐標)主要參數:
(1)兩軸方形進(jìn)口直線導軌
(2)主軸轉速範圍(wéi)變頻:50~2800rpm
(3)主軸電(diàn)機功率:0.18KW
(4)定(dìng)位精度(dù): X向≤0.012/300mm、Z向≤0.015/300mm
(5)重複定位精度: X向≤0.005mm,Z向≤0.005mm
(6)刀架(jià)刀位數:4工位電(diàn)動刀架
(7)刀架轉(zhuǎn)位的定位精度:≤0.01mm;
(8)車刀刀杆最大尺寸(寬×高):20×20m;
(9)工(gōng)作台麵尺寸(長(zhǎng)×寬):300mm×300mm
(10)工作台最大承載重量(liàng):90Kg;
(11)進口滾珠絲杠(直徑/螺距):2005mm
(12)彈性聯(lián)軸器
(13)絲杠最大行程:X350/Z350mm
(14)材質:鋁(lǚ)件、鑄鐵等
(15)配置電機扭矩(jǔ):3.5N/M
四、實驗(yàn)台技術(shù)參數:
1、輸入電源:AC380V(三相四線製(zhì))、50HZ
2、故障考核: 16項(智(zhì)能型)
3、工作環境:溫度-100C~400 C
4、整機容量:≤2kVA;
5、電氣控製單元尺寸:長×寬×高(mm)=800mm×600mm×1800mm;
6、十字(zì)滑台含桌尺寸:長×寬×高(mm)=800mm×660mm×1200mm;
7、數控係統:FANUC 0i-TF PLUS 屏幕10.4吋;
五、基本實驗實習項目
1.電路設計(jì)、設備(bèi)安裝和電路連接
(1)數(shù)控係統的安裝、接線;
(2)係統啟停控製電路的設計與接線;
(3)變頻調(diào)速係統的電路設計、變頻器、主軸電機、編碼器的安裝與接線;
(4)交流伺服驅動係統的電(diàn)路設計、驅動器、伺服電(diàn)機的安裝與接線;
(5)刀架控製係統的電(diàn)路設計、器件安裝與接線;
(6)冷卻控製(zhì)係統的電路設計、器件安裝與接線;
(7)急停控製回路的設計與接線;
(8)手搖脈衝發(fā)生器的接線;
2.機械部件裝配與調整
(1)滾珠絲杠螺母副(fù)的裝(zhuāng)配與調整;
(2)直線(xiàn)導(dǎo)軌副的裝配(pèi)與調整;
(3)X/Z軸拖板的裝配與調整;
(4)電動刀架(jià)的(de)裝配;
(5)電機與聯軸器的裝配;
(6)主軸電機與編碼器的裝配與調整;
3.數控機床(chuáng)的功(gōng)能調(diào)試
(1)數(shù)控(kòng)係統的基本操作;
(2)數控係統基(jī)本參(cān)數的設置與調試;
(3)數控係統進給軸(zhóu)參數設置與調試;
(4)數控係統主軸參數設置與調試;
(5)PLC編程與調試;
(6)放大(dà)器參數設置與調試;
(7)變頻器參數設(shè)置與調試;
(8)電動刀架等功能部件的調試;
(9)數控係統的數據備份;
4.機電聯調與(yǔ)故障排除
(1)數控(kòng)車床機電聯調;
(2)數控車床故障(zhàng)診(zhěn)斷與排(pái)除;
5.數控車床幾何精度檢測
(1)數控車床絲杆(gǎn)反向(xiàng)間隙補償實驗;
(2)數控車床絲杆螺距補償實驗;
(3)數控車床幾何精度檢測及調整實驗;
6.數控車床的程(chéng)序編製與加工
(1)數控車床編程;
(2)數控車床模擬加(jiā)工;
六、設備功能說明
6.1、電氣控製(zhì)單元配置功能說明:
6.1.1:電氣控製單元主要包含數控(kòng)係(xì)統、進給驅動、主(zhǔ)軸(zhóu)單元、PMC單元、刀架控製電路(lù)、冷卻控製電路、接口單元、保護電路、電源電路等組成。該單元包含完整(zhěng)的數控車床電氣控製部分,內嵌有數控(kòng)機床智能化考核係統,以及(jí)接口轉換單元,可以直接(jiē)與數控機床功能部件進行連接(jiē)用(yòng)於真(zhēn)實(shí)的電氣調(diào)試與(yǔ)維修實訓;完成對數控機床功能部(bù)件的調試。立式結構符合真實的數控電氣安裝環境,器件布局與實際機床(chuáng)一致,符合GB/T5226.1-1996標準,可以更貼(tiē)合(hé)實際崗位要求進行技能訓練。
6.1.2:配置的“智能型數控機(jī)床故障診斷維修考核係統”功能:
⑴:采用最新 MCU 技術(shù) RAM 處理芯片的數字化集成電路板與配套無線故障設置控製係統,係統穩定、不易感染病毒。
⑵:控製模塊(PC 控製終端或手(shǒu)持移(yí)動控製(zhì)終端)和驅動模塊(智能故障設置驅動盒)分離,避免複雜連線幹擾控製器,係統更加可靠。
⑶:驅動模塊內置智能故障設置控製係統,配有專用新型無線(xiàn)數據傳輸模塊(可插拔型)和RS232 串行通訊接口,可無線組網通訊和 RS232 有線通訊。
⑷:手持移動控製終端采用7寸高清晰彩(cǎi)色液晶觸控屏,中文菜單式觸控操作界麵,人機對 話友好。手持移動(dòng)控製終端可控製任意一台帶驅動模塊的實訓設備。
⑸:手持移動控(kòng)製終端不(bú)聯網時可作(zuò)單機操作,當帶驅動(dòng)模塊的實訓(xùn)設備無線組(zǔ)網時(shí),手持 移動(dòng)控製終端可無線進網作為(wéi)聯網終端,可作學生機登錄實訓與考核的操作終端,也可作教師機登錄出題設故的(de)操作終端。
⑹:可通過 PC機或平板(bǎn)電腦 控製終端進行實訓考核,也可通過手持移動控製終端進行實訓考核,教師與 學員界麵分開,教師通過密碼進入教師界麵出題,學員在普通界麵答題。(注(zhù):教師與學員設故與排故(gù)界麵原理圖與設備麵板原理(lǐ)圖完全一致)
⑺:可自由設定(dìng)任意一處有關的各種常見故障,故障類型包括:線路斷 路、對地短路、接觸不良,偶發等故障現象。每套驅動模塊可以設(shè)置 8 路(lù)大電流 5A 的 開路故障、16 路小(xiǎo)電流 2A 的信號通(tōng)路(lù)的開路(lù)、不良(liáng)、偶發、短路等故障,共 24 路故 障設置。可根(gēn)據需求擴展設置 64 路大電(diàn)流 5A 的(de)開路故(gù)障、128 路(lù)小電流 2A 的信號通 路的開路、不良、偶發(fā)、短路等故障,共(gòng)192 路故障(zhàng)設置。可根據用戶使用要求調整故障設置點的數量(liàng)和故障設置類型。
⑻:所有配備驅動模塊(kuài)的實訓設備(bèi),均可通過內置的專用新型無線數據傳輸模塊無線組網, 實現遠程集中管理。
⑼:用戶可選擇通過無線或 RS-232 串口通訊與其它實訓設備配套的無線故障設置控製係統組成一個網絡,通過主控計算機控製每一(yī)台(tái)實訓設備的故障設置、故障排除(chú)、參數設定、遠程起動、信息反饋(kuì)、考核評分等(děng)功能。
6.2、數控機床功能部件單元(yuán)說明:
數控機床功能部件單元選擇的是具有代表性的兩軸精密十字滑台,該部(bù)件采用同真實機床完全相同的機械結(jié)構,主要(yào)是為解決數控機床(chuáng)機械拆(chāi)裝項目的實訓難而特別設計(jì)的,在傳統的數控機床(chuáng)機械拆裝實訓中,一般采用真實機床來進行機械拆裝訓練,其教學(xué)成本高、損耗大,機(jī)床部(bù)件重導致拆裝難度大、精度恢複不易等實際難題,很(hěn)難開(kāi)展全員的拆(chāi)裝與精度檢測實訓,該十(shí)字滑台是(shì)提煉了真實機床在拆裝(zhuāng)過(guò)程中的核心技能,即學生主要是拆裝傳(chuán)動部件,例如滾珠絲杆、直線(xiàn)導軌(guǐ)、聯軸器、伺服電機等,該設備是把這些部件集成到一台十(shí)字滑台上(shàng)進行練習,這樣既(jì)節約了(le)成本,又(yòu)訓練了核心技能,為了保證精度與剛性,十字滑台模塊整體為鋁件(jiàn)一次性裝夾加工成型,表麵經氧化並噴沙工藝處理,工作台采用鋼件表麵磨削而成,確保長期使用的精度,導軌采用直線導軌,直(zhí)線導軌安裝(zhuāng)采用(yòng)與真實機床(chuáng)安裝相同的壓塊結構進(jìn)行固定;結構上采用模塊化,下裝有滑輪,可以自由移動(dòng),可以完成機械傳(chuán)動部件中的絲杆、直線導軌(guǐ)、絲杆支架的拆裝實訓及導軌平行度、直線度、雙軸垂直度(dù)等精密檢測技術的實訓,完成機(jī)電聯(lián)調與數(shù)控(kòng)機床機械裝配核心技能的訓練,完成螺距補償、反向間隙(xì)補償等實訓項目。
一、液壓氣動機設備概述
液壓起動機設備通常以增壓缸裝置作為主要的(de)處(chù)理裝置,其在實(shí)際應用過程中可以替代傳統的機械衝壓設備以及液(yè)壓機設備。合理地使(shǐ)用該設備可以幫助工作人員完成折彎、衝(chōng)孔、鉚接(jiē)、裝配(pèi)、碰(pèng)焊、衝壓、裁斷、壓(yā)印、擠模成型等施(shī)工(gōng)作業。液壓氣動(dòng)機設備的主要應用優勢表現在以下幾點:第一,工作人員可以使用該設備實現對壓(yā)增壓泵壓力值的快速調節;第(dì)二,該設備的內部結(jié)構設計非常科學,體積小、外表美觀、自重小;第三(sān),設備中所(suǒ)有用於(yú)承壓的零件均為標準零件,且相鄰零件之間均無焊接,便於工作人員對這些零件進(jìn)行拆卸和更換,具有較高的安全性;第四,工作人員用以控製設備運行(háng)的方式有很多,如手動操作(zuò)、計(jì)算機(jī)操作等等。
二、數控設備運行故障的診(zhěn)斷
隨著數控設備的功(gōng)能特性一直在不斷地優化,這些(xiē)數控設備的內部結構也越來越(yuè)複雜多變,設備中任何一個元器件發生失效(xiào)或者損壞的情況都會在一定程度上導致該數控設備的運行故障。因此(cǐ)工作人員需要對液壓氣動(dòng)機數控設備在運行過程中可能會發生的(de)一些故障問題(tí)進行全麵的分析,並(bìng)且將這些故障問題以故障樹的方式進行明確,如圖1所示,為後續故障處理(lǐ)工作的開展奠定基礎。
圖1 液壓氣動機(jī)設備失效的故障樹示意圖
1.換刀故障及處理。以起亞VX950M立式加工(gōng)中心為例,機床(chuáng)係統為FANUC18i係統。
1)故障現象。當設備在進行換刀這一動作時(shí)機械手與主軸之間發生嚴(yán)重的(de)卡頓,且設(shè)備(bèi)操作麵板上也相應出現了換(huàn)刀報(bào)警,當工作人員將(jiāng)出(chū)現(xiàn)換刀(dāo)故障問題的(de)機械手所對應的擋板進行拆除時,發現機械手連接凸(tū)輪的螺杆出現了斷裂。
2)故障檢(jiǎn)查。故障檢查步驟如下:第一,工作人員應先將換刀動作的全過程在(zài)進(jìn)行明確:主軸定位→下翻90°→逆時針旋轉75°→主軸鬆刀→機械手接刀→逆(nì)時針旋轉180°→機械手裝刀→順時針(zhēn)旋轉75°→上翻(fān)90°→完(wán)成(chéng)換刀動作;第二,結合換刀動作的(de)正確流(liú)程(chéng)以及發(fā)生卡頓故障時具體的換刀位置(zhì)進行判斷;第三,明確故障問題發生在逆時針旋轉75°後主軸沒(méi)有按照設計標準在第一時間內進行鬆刀(dāo),因(yīn)而引發相(xiàng)應(yīng)的換刀故障問題。
3)故障樹分析。故障樹診斷分析要點如下(xià):第一,由於液壓啟動機設備中的主軸沒有在逆時針旋轉75°後及時地(dì)完成鬆刀動作(zuò),而氣(qì)缸(gāng)裝置(zhì)又處於正常運行的狀態,因此我們可以初步排除氣缸裝置故障問題的分支內容;第二,由於主軸的氣缸在運行過(guò)程中(zhōng)的速度始終(zhōng)處於正常狀態,此我們可以排除與氣(qì)缸爬行動作相關的分支內部;第三,對鬆(sōng)刀動(dòng)作的開關裝置(zhì)進行檢查,由於機床設備在完成換刀動(dòng)作(zuò)的是所有的數據信號都(dōu)是由檢測開關進傳輸(shū)至PLC程序中來完成相應的(de)指令和動作(zuò),因此若開關(guān)沒有及時地向(xiàng)機床(chuáng)設備發出鬆刀信號,也極有可能會造成主軸的換刀失效問題,經檢測開關信號均處於正常狀態,因此我們可以進一步排除與檢測開關失效相關的(de)分支內容。由於(yú)上述分支內容均沒有對換刀動作產生影響,因此我(wǒ)們可以將故障問題鎖在氣缸裝置上,最終得出因氣缸裝置內的搖臂發生斷(duàn)裂而導致液壓起(qǐ)動(dòng)機設備出現換刀故障問題。
4)故障(zhàng)處理。工作人員可以通過對(duì)液壓氣動機設備的鬆刀裝(zhuāng)置進行適當地調整,同時對主軸的搖臂裝置(zhì)進行更換,便可以使得機床中的換刀工作可(kě)以(yǐ)順利完(wán)成,從而排除該項故障問題。
2.換擋故(gù)障及處理。以(yǐ)日發精機臥式加工中心為例,機床(chuáng)係統為FANUC0i—MB係統。
1)故障現象。當工作人員(yuán)向液壓氣動機設備發出換擋的指令時,機床並未及時地(dì)完成換(huàn)擋動作,而是在操作麵板(bǎn)上出現GEARLEVELERROR的(de)報警信號。
2)故障檢查。針對這一(yī)故障問題,工(gōng)作人員需要(yào)及時地對該設備機床展開詳細地(dì)調查,由於(yú)該報警(jǐng)信號時在設備機床操(cāo)換擋的過程中所觸發的(de),因此我(wǒ)們可以將故障問題初步鎖定(dìng)在換向閥帶(dài)動電(diàn)機齒輪與高檔齒輪和抵擋(dǎng)齒輪進行相互咬合(hé)驅動的換擋過程中(zhōng)。當機床發生換擋失靈等相(xiàng)關故障問題時正處於主軸由低擋位向(xiàng)高檔位進行換擋,因此工作人員可以先由操作麵板入手,在操作麵板中分別輸(shū)入低擋到位數據信號以及高擋到位數據信(xìn)號,最終得到隻有低擋信號沒有高擋信號的結論,因此我們可以(yǐ)將換擋故障問題的範圍進行大幅度地縮(suō)小,並且將其鎖定在開內(nèi)側開關時效和液壓機構失效兩(liǎng)個方向。
3)故障樹(shù)分析(xī)。故障樹診斷分析要點(diǎn)如下:第一,由於換擋動作(zuò)中所涉及到的液壓氣缸未出現任何動作,因此我(wǒ)們可以初步排除與液壓氣缸故障相關的分支內容(róng);第二,工作人員通過對設備機床進行細致的檢查,最終明確機床內並無任何漏油的現象,且油壓表的壓力(lì)和示數(shù)也均處於(yú)正(zhèng)常的狀態(tài),因此我們可以排除與液壓(yā)壓力故障問題相關的分支內容[4];第三,對機床內部結構中(zhōng)的(de)換向閥機械能檢查,確定其電壓及電阻值均正常(cháng),但是在檢查換向閥內部閥芯時卻發現了卡滯現象,因(yīn)此我(wǒ)們可(kě)以判斷出該設備機床在運行過程中所出現的換擋故障問題是有換向閥內閥芯卡滯(zhì)所造(zào)成的。
4)故障處理。工作人員可以通過對該設備機床中的閥體和閥芯進行更換,確保換向閥能夠順利轉向,消除其(qí)內部閥芯的卡滯問題,從而使得機床能夠順利完(wán)成換擋(dǎng)動作(zuò),從而完(wán)成故障處理作業。
3.工作(zuò)台故障及處(chù)理。以起亞63G臥式加工中心為例,機床係(xì)統為FANUC18i係統。
1)故障現象。當機床在(zài)運行過程中執行工(gōng)作台更換這一指令時(shí),工作台內托盤在上升過程中,其左側的防濺門突然停(tíng)止運行,且工作台的更換操作觸發了超時警(jǐng)報係統。
2)故障(zhàng)檢查。針對這一故障問(wèn)題,工作人員可以采取(qǔ)以下檢查措施:第一,對工作台的更換動作進行(háng)明確:需要更(gèng)換的工作台(tái)先由原始位置移動至參考位置點→由機床內(nèi)的托盤升起(qǐ)需(xū)要更換的工(gōng)作台→將左(zuǒ)側防濺門開啟,右側(cè)防濺門關閉→將拉杆移動至托盤的位(wèi)置處→將(jiāng)工作台進行橫向移動→將更換(huàn)後的工作台由托盤帶會原卡槽處→將(jiāng)左側防濺門關閉,右側防濺門開啟→將托(tuō)盤(pán)降至原始位置→完成工作台的更換動作;第二,由於數(shù)控(kòng)機床在執行(háng)口令(lìng)動作時通常需要在完成上一個指令後才能(néng)執行下一個指令,因此我們可以將故障點(diǎn)縮小在左側防濺門未能執行(háng)開啟或者關閉的動作以及拉杆暫未執行伸至托盤位置處這(zhè)一動作的範圍(wéi)內。
3)故障樹分析。故障樹診斷(duàn)分析(xī)要點(diǎn)如下:第一,由於機床左側防濺門可以執行正常的開啟和關閉作用,且機床內氣缸裝置也有動作,因此我們可以先排除與氣缸故障相關(guān)的分支內容;第二,通過對操作麵(miàn)板的信號輸入信息查詢,我們可以發現當工作(zuò)人員輸入左側防濺門開啟和右側防濺門關閉的信號時,左側防濺門受到信號而右側防濺門卻未能受到信號,因此我們可以判斷發出數據信號(hào)的檢測開關出現了(le)故障問題,且故障問題偏向於右側。
4)故障(zhàng)處理。工(gōng)作人(rén)員可以適當地對控製機床右側防濺門的檢測開關裝(zhuāng)置進行適當地調(diào)節,通過緊固螺(luó)絲或者更換檢測開關內部構件(jiàn)的方式來完成相應(yīng)的故障處理工作,確保(bǎo)該設備(bèi)機床在後續執行更(gèng)換(huàn)工作台這一口令(lìng)時能夠順利完成。
四、教(jiāo)學設備推(tuī)薦與介紹:
MY-08T-3C型數控車(chē)床裝(zhuāng)調與維修實訓(xùn)設(shè)備
一、產品的特點:1.產品依據數控(kòng)機床裝調維修工職業(yè)及崗位的技能要求,結合數控機床維(wéi)修技術領域的特(tè)點,能讓學員在較為真實的(de)環境中進行訓練,以鍛煉學員的職業能力,提高職(zhí)業(yè)素養。2.產品結合目前國內數控係統的使用情況,以(yǐ)及數控教學和(hé)設備的現狀,符合(hé)國內數控維修教學的現狀(zhuàng)和特點,為數控教學和實操訓練(liàn)提供支撐(chēng)。
3.以實際工作任務為載體,根據工作任(rèn)務開展過程(chéng)中的特點劃分實施環節,分(fèn)係統設計(jì)、電氣安裝與連接、機電聯調與故障排(pái)除、機床試加工等幾個真實工作過程的職業實踐活動,再現典型數控機床電氣控製及(jí)機械傳動的(de)學(xué)習領域情境,著重培養學員對(duì)數控機床的電器安裝接線、機電聯調、故障(zhàng)檢測與維修、數控機床維護等綜合能力。
4.與(yǔ)實際應用技術相結合,包含(hán)數控係統應用、PLC控製、變頻調速控製、傳感(gǎn)器檢測、伺服驅(qū)動控製、低壓電氣控製、機械傳動等(děng)技術,培訓學員對數控機(jī)床的基本(běn)工具和量具的使用能力,強化學員(yuán)對數控(kòng)機床的安裝、接線、調試、故障診斷與維修等綜合能力。
5.設備適合於(yú)職業院校數控機床裝調維修技能比賽(sài)和(hé)職業院校的數控裝調維修(xiū)專業、數控加工專業、機電一體(tǐ)化專業的(de)教學與(yǔ)實訓,該設備是根據職業學校數控維修(xiū)專業教學特點,結(jié)合企(qǐ)業(yè)的實際需求以及崗位技能(néng)工藝規範(fàn)要求而開發的具有二次開發型功能與學習型功能的實訓設備,該設備(bèi)采用模塊(kuài)化結構,通過(guò)不同的組合,完成數控機(jī)床的電氣裝調、係統調試(shì)、數控機床功能部件機(jī)械幾何精度檢測及維護維修等實訓項目,滿足企業對這類型人才的需求,還適合數控裝(zhuāng)調工的(de)職業技能鑒定。
二、產品結構和組成
1.係統由機床實訓櫃、精(jīng)密型二坐標(biāo)等組成。
2.機床實(shí)訓櫃采用鐵質亞光密紋噴塑結構,正麵裝有數控係統和操作麵板,背麵為機床電氣櫃,櫃(guì)內器件布局與實際機床廠的模(mó)式(shì)一致。電氣(qì)櫃內(nèi)的電氣安裝板為多功能網(wǎng)孔板,上麵裝有變頻器、伺服驅動器、交流接觸器、繼電器、保險絲座、斷路器、開關電源、接線端子排和走線槽等;電氣櫃底部還設有變壓器和接地端子等。
3.精密型二坐標底(dǐ)座(zuò)桌子采用鐵質亞光密紋噴塑結構,上方設有二坐標安裝平(píng)台,采用(yòng)鑄件、鋁件、鋼等材料(liào),表麵磨削(xuē)加工;
4.係統采用三相四線製AC380V交流電源供電,並設(shè)有漏(lòu)電保護器(qì)和保險絲等,具有過載保(bǎo)護、短路保護和漏電保護裝置,在電壓異常或出現短路情況時自動動作,保護人身和(hé)設備(bèi)安全。
5.X、Z軸由交流伺服電機驅動(dòng),運動方向上設有正負限位、參考點等(děng)功能,主軸由三相異步電機驅動,變頻(pín)調(diào)速控製。
6.精密型二(èr)坐(zuò)標由進給傳動係統和輔助裝置等組成,通過對精密型二坐標的拆裝訓練,學員(yuán)可掌握幾(jǐ)何精度檢測方麵的水(shuǐ)平度、平行(háng)度和(hé)垂直(zhí)度的(de)調整方法等,同(tóng)時學會百分表、直角尺、遊(yóu)標卡尺等工量具的使用方法(fǎ)和機床機械精度的測(cè)量方法。
7.工作台等均采用鋼件結(jié)構(gòu),表麵經磨削處理,確保機床運(yùn)行精(jīng)度穩定。
8.X、Z軸進給傳動係統由滾珠絲杠螺母副(fù)、進口直線導軌、軸(zhóu)承、軸承支(zhī)座、電機支座(zuò)等組成,可進行導軌預緊力(lì)調整、滾珠絲杠的裝配與調整等技能訓練。
9.精密型十字滑台(tái)(二(èr)坐標)主要參數:
(1)兩軸方形進(jìn)口直線導軌
(2)主軸轉速範圍(wéi)變頻:50~2800rpm
(3)主軸電(diàn)機功率:0.18KW
(4)定(dìng)位精度(dù): X向≤0.012/300mm、Z向≤0.015/300mm
(5)重複定位精度: X向≤0.005mm,Z向≤0.005mm
(6)刀架(jià)刀位數:4工位電(diàn)動刀架
(7)刀架轉(zhuǎn)位的定位精度:≤0.01mm;
(8)車刀刀杆最大尺寸(寬×高):20×20m;
(9)工(gōng)作台麵尺寸(長(zhǎng)×寬):300mm×300mm
(10)工作台最大承載重量(liàng):90Kg;
(11)進口滾珠絲杠(直徑/螺距):2005mm
(12)彈性聯(lián)軸器
(13)絲杠最大行程:X350/Z350mm
(14)材質:鋁(lǚ)件、鑄鐵等
(15)配置電機扭矩(jǔ):3.5N/M
四、實驗(yàn)台技術(shù)參數:
1、輸入電源:AC380V(三相四線製(zhì))、50HZ
2、故障考核: 16項(智(zhì)能型)
3、工作環境:溫度-100C~400 C
4、整機容量:≤2kVA;
5、電氣控製單元尺寸:長×寬×高(mm)=800mm×600mm×1800mm;
6、十字(zì)滑台含桌尺寸:長×寬×高(mm)=800mm×660mm×1200mm;
7、數控係統:FANUC 0i-TF PLUS 屏幕10.4吋;
五、基本實驗實習項目
1.電路設計(jì)、設備(bèi)安裝和電路連接
(1)數(shù)控係統的安裝、接線;
(2)係統啟停控製電路的設計與接線;
(3)變頻調(diào)速係統的電路設計、變頻器、主軸電機、編碼器的安裝與接線;
(4)交流伺服驅動係統的電(diàn)路設計、驅動器、伺服電(diàn)機的安裝與接線;
(5)刀架控製係統的電(diàn)路設計、器件安裝與接線;
(6)冷卻控製(zhì)係統的電路設計、器件安裝與接線;
(7)急停控製回路的設計與接線;
(8)手搖脈衝發(fā)生器的接線;
2.機械部件裝配與調整
(1)滾珠絲杠螺母副(fù)的裝(zhuāng)配與調整;
(2)直線(xiàn)導(dǎo)軌副的裝配(pèi)與調整;
(3)X/Z軸拖板的裝配與調整;
(4)電動刀架(jià)的(de)裝配;
(5)電機與聯軸器的裝配;
(6)主軸電機與編碼器的裝配與調整;
3.數控機床(chuáng)的功(gōng)能調(diào)試
(1)數(shù)控(kòng)係統的基本操作;
(2)數控係統基(jī)本參(cān)數的設置與調試;
(3)數控係統進給軸(zhóu)參數設置與調試;
(4)數控係統主軸參數設置與調試;
(5)PLC編程與調試;
(6)放大(dà)器參數設置與調試;
(7)變頻器參數設(shè)置與調試;
(8)電動刀架等功能部件的調試;
(9)數控係統的數據備份;
4.機電聯調與(yǔ)故障排除
(1)數控(kòng)車床機電聯調;
(2)數控車床故障(zhàng)診(zhěn)斷與排(pái)除;
5.數控車床幾何精度檢測
(1)數控車床絲杆(gǎn)反向(xiàng)間隙補償實驗;
(2)數控車床絲杆螺距補償實驗;
(3)數控車床幾何精度檢測及調整實驗;
6.數控車床的程(chéng)序編製與加工
(1)數控車床編程;
(2)數控車床模擬加(jiā)工;
六、設備功能說明
6.1、電氣控製(zhì)單元配置功能說明:
6.1.1:電氣控製單元主要包含數控(kòng)係(xì)統、進給驅動、主(zhǔ)軸(zhóu)單元、PMC單元、刀架控製電路(lù)、冷卻控製電路、接口單元、保護電路、電源電路等組成。該單元包含完整(zhěng)的數控車床電氣控製部分,內嵌有數控(kòng)機床智能化考核係統,以及(jí)接口轉換單元,可以直接(jiē)與數控機床功能部件進行連接(jiē)用(yòng)於真(zhēn)實(shí)的電氣調(diào)試與(yǔ)維修實訓;完成對數控機床功能部(bù)件的調試。立式結構符合真實的數控電氣安裝環境,器件布局與實際機床(chuáng)一致,符合GB/T5226.1-1996標準,可以更貼(tiē)合(hé)實際崗位要求進行技能訓練。
6.1.2:配置的“智能型數控機(jī)床故障診斷維修考核係統”功能:
⑴:采用最新 MCU 技術(shù) RAM 處理芯片的數字化集成電路板與配套無線故障設置控製係統,係統穩定、不易感染病毒。
⑵:控製模塊(PC 控製終端或手(shǒu)持移(yí)動控製(zhì)終端)和驅動模塊(智能故障設置驅動盒)分離,避免複雜連線幹擾控製器,係統更加可靠。
⑶:驅動模塊內置智能故障設置控製係統,配有專用新型無線(xiàn)數據傳輸模塊(可插拔型)和RS232 串行通訊接口,可無線組網通訊和 RS232 有線通訊。
⑷:手持移動控製終端采用7寸高清晰彩(cǎi)色液晶觸控屏,中文菜單式觸控操作界麵,人機對 話友好。手持移動(dòng)控製終端可控製任意一台帶驅動模塊的實訓設備。
⑸:手持移動控(kòng)製終端不(bú)聯網時可作(zuò)單機操作,當帶驅動(dòng)模塊的實訓(xùn)設備無線組(zǔ)網時(shí),手持 移動(dòng)控製終端可無線進網作為(wéi)聯網終端,可作學生機登錄實訓與考核的操作終端,也可作教師機登錄出題設故的(de)操作終端。
⑹:可通過 PC機或平板(bǎn)電腦 控製終端進行實訓考核,也可通過手持移動控製終端進行實訓考核,教師與 學員界麵分開,教師通過密碼進入教師界麵出題,學員在普通界麵答題。(注(zhù):教師與學員設故與排故(gù)界麵原理圖與設備麵板原理(lǐ)圖完全一致)
⑺:可自由設定(dìng)任意一處有關的各種常見故障,故障類型包括:線路斷 路、對地短路、接觸不良,偶發等故障現象。每套驅動模塊可以設(shè)置 8 路(lù)大電流 5A 的 開路故障、16 路小(xiǎo)電流 2A 的信號通(tōng)路(lù)的開路(lù)、不良(liáng)、偶發、短路等故障,共 24 路故 障設置。可根(gēn)據需求擴展設置 64 路大電(diàn)流 5A 的(de)開路故(gù)障、128 路(lù)小電流 2A 的信號通 路的開路、不良、偶發(fā)、短路等故障,共(gòng)192 路故障(zhàng)設置。可根據用戶使用要求調整故障設置點的數量(liàng)和故障設置類型。
⑻:所有配備驅動模塊(kuài)的實訓設備(bèi),均可通過內置的專用新型無線數據傳輸模塊無線組網, 實現遠程集中管理。
⑼:用戶可選擇通過無線或 RS-232 串口通訊與其它實訓設備配套的無線故障設置控製係統組成一個網絡,通過主控計算機控製每一(yī)台(tái)實訓設備的故障設置、故障排除(chú)、參數設定、遠程起動、信息反饋(kuì)、考核評分等(děng)功能。
6.2、數控機床功能部件單元(yuán)說明:
數控機床功能部件單元選擇的是具有代表性的兩軸精密十字滑台,該部(bù)件采用同真實機床完全相同的機械結(jié)構,主要(yào)是為解決數控機床(chuáng)機械拆(chāi)裝項目的實訓難而特別設計(jì)的,在傳統的數控機床(chuáng)機械拆裝實訓中,一般采用真實機床來進行機械拆裝訓練,其教學(xué)成本高、損耗大,機(jī)床部(bù)件重導致拆裝難度大、精度恢複不易等實際難題,很(hěn)難開(kāi)展全員的拆(chāi)裝與精度檢測實訓,該十(shí)字滑台是(shì)提煉了真實機床在拆裝(zhuāng)過(guò)程中的核心技能,即學生主要是拆裝傳(chuán)動部件,例如滾珠絲杆、直線(xiàn)導軌(guǐ)、聯軸器、伺服電機等,該設備是把這些部件集成到一台十(shí)字滑台上(shàng)進行練習,這樣既(jì)節約了(le)成本,又(yòu)訓練了核心技能,為了保證精度與剛性,十字滑台模塊整體為鋁件(jiàn)一次性裝夾加工成型,表麵經氧化並噴沙工藝處理,工作台采用鋼件表麵磨削而成,確保長期使用的精度,導軌采用直線導軌,直(zhí)線導軌安裝(zhuāng)采用(yòng)與真實機床(chuáng)安裝相同的壓塊結構進(jìn)行固定;結構上采用模塊化,下裝有滑輪,可以自由移動(dòng),可以完成機械傳(chuán)動部件中的絲杆、直線導軌(guǐ)、絲杆支架的拆裝實訓及導軌平行度、直線度、雙軸垂直度(dù)等精密檢測技術的實訓,完成機(jī)電聯(lián)調與數(shù)控(kòng)機床機械裝配核心技能的訓練,完成螺距補償、反向間隙(xì)補償等實訓項目。







