光機電液氣一體化實訓平台,光機電液氣一體化實訓裝(zhuāng)置,光機(jī)電液氣(qì)
一(yī)、平台構成(chéng) :
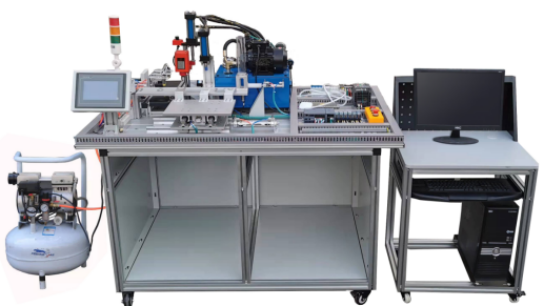
光機電液氣一(yī)體化實訓平台-台架為鋁合金型材結構,在上麵可安裝上料單元、間歇式傳送及夾緊單元、衝壓單元、鑽孔單元和(hé)分揀單元,並配有 PLC 主機、變頻器、觸摸(mō)屏、傳感器、三相異步交流電機、交流減速電機、直流電機、液壓機係統(tǒng)、鑽機及其液壓進給(gěi)係統、氣壓傳(chuán)動係統等,構成一個典型的機電氣液綜合應用(yòng)係統。可以進(jìn)行典型(xíng)機電氣液一體化係統的安(ān)裝(zhuāng)、液壓氣動管路安裝、電氣控製線路布線、觸(chù)摸屏與 PLC 編程及調試、整機調及運行(háng)等(děng)技能訓練,從而使學生掌握機電氣液的相關(guān)知識和技能。
二、參數及性(xìng)能
1.工作(zuò)電源:三(sān)相五線(xiàn)~380V±10%
2.外形尺寸:≥1400mm×960mm×750mm
3.微型(xíng)液壓(yā)動力源:額定(dìng)功(gōng)率 735W;額定排量 1.6mL/r;額(é)定(dìng)壓(yā)力(lì) 6MPa
4.靜音空氣壓縮機:工作電源 AC220V±10% 50Hz,輸入功率≥0.68kW,公稱容積≥24L,額定流量:116L/min,額定(dìng)輸出氣壓 1MPa
三、各部件說明及組成
機電液氣一體化綜合實訓考核裝置主要由實訓工作台、上料單元、間歇式傳送及夾緊單元、衝壓單元、鑽孔單元、分揀單元等部分組成。
1.實訓工作台
采用帶 T 形槽的工業鋁合金型材操作麵板,便於拆裝各種(zhǒng)自動化機構及電氣、液壓、氣(qì)動部件(jiàn)。下設大吊櫃一個,便於放置各種資料及工具(jù)。
2.上料(liào)單元
由工件、井式料倉、光電傳感器、防工件齧合隔離(lí)機(jī)構、送料氣缸、靜音空(kōng)氣壓縮機、推板、料道、定位機構(gòu)、電磁閥、磁性開關、綁帶(dài)、可編程控製器等部分(fèn)組成。主要完成工(gōng)件的上料和定位工作(zuò)。
3.間歇(xiē)式(shì)傳送及夾(jiá)緊單(dān)元
由滑台氣缸、靜音空氣壓縮機、單活塞杆雙作用氣缸、磁性開關、綁帶、電(diàn)磁閥、開關電源、可編程控(kòng)製器、光軸滑台、導軌、軸承、滑台平板、三工位工件夾、料道等部分(fèn)組成。主要完成工件的間歇式傳送(sòng)和定位夾緊工(gōng)作(zuò)。
4.衝壓單元
由微(wēi)型液壓泵站、直動式溢流閥、電磁換向閥、液壓缸、液壓閥板、開關電源、可編程控製器、接(jiē)近開關、壓力變送器、耐震壓力表、測壓膠管、液壓機支(zhī)架等部分組成。主要完成工件的衝壓加工(gōng)模擬(nǐ)工作。
5.鑽(zuàn)孔單元
由微型(xíng)台式鑽床、直流電機、微型液壓(yā)泵站(zhàn)、直動式溢流閥(fá)、電磁換向閥、液壓缸、液壓閥板、開關(guān)電源、可編程控製(zhì)器、壓力變送器、耐震壓力表、液壓膠管等(děng)部分組成。主要完成工件的鑽孔加工模擬工作。
6.分揀單元
由交流減速電機、變頻器、編碼器、傳送帶、可編程控製器、開關電源、筆型氣缸、磁性開關、綁帶、靜音空氣壓縮機、電磁閥、下料機構、光電傳感器等部分組成。主要完成工件的分揀工作。
四、工作流程(chéng)
本(běn)裝置的(de)實訓工作台為鋁合金型材(cái)組(zǔ)合而成,台麵上安裝有上料、傳送、衝壓加工、夾緊、 鑽孔加(jiā)工、分揀、入料槽等,並配有(yǒu)液壓係統、氣壓係(xì)統、變頻器及(jí)繼電器控(kòng)製、PLC 等。
1、上料單元:手(shǒu)工將工件放入料筒內(nèi)(最少(shǎo)要放入(rù)三個物料),定料(liào)氣缸伸出(定位)。推料氣缸推(tuī)出(chū)最(zuì)底層物料,物料的(de)到位與(yǔ)否由各極限位置的傳感器檢測,各氣(qì)缸動作相互聯係,以 完成上料工作。
2、傳送及夾緊單(dān)元:上料單元完成上料後,夾料氣缸動(dòng)作,然後移料氣(qì)缸動作,到達(dá)極限 位(wèi)置後,首次加工,衝(chōng)壓液壓缸動(dòng)作(zuò),完成衝壓(yā)加工,之後夾料氣缸和移(yí)料氣缸(gāng)後(hòu)退到初始位置, 此時上料單元又送出一隻物料,後續的加工重複以上工序;先前在衝壓(yā)位置的工件移至鑽孔工位 上夾緊氣缸開始工(gōng)作,新工件又(yòu)移至(zhì)衝壓工(gōng)位上,然(rán)後衝壓液壓缸與鑽孔液壓缸分別(bié)各自完(wán)成加(jiā)工後(hòu),再(zài)重複工作,當經過三次動作後,工件就被送至傳送帶上,進行分揀,分開物料分別入槽。
3、衝壓、鑽孔單(dān)元:工件的衝壓(yā)一般負載較(jiào)大,故本實訓裝置選用液壓傳動來實現衝壓 衝壓缸帶(dài)動衝壓頭完成衝壓工作,鑽孔由(yóu)直流電機(jī)帶動微型小台鑽完成,鑽孔的自動給進由液壓傳(chuán)動完成。
4、分揀單元:加(jiā)工完(wán)成的成(chéng)品進(jìn)入傳送帶,傳送帶由變頻調速交流電機提供動力,傳送帶 采用工業(yè)平帶,編碼器檢測當(dāng)前傳送速度,傳感器以區(qū)別不(bú)同物(wù)料,分揀氣缸將相應的物料送入 相應料槽內。
5、所有氣缸皆由氣動電磁閥控製
五、實訓任務
根(gēn)據項目教學,主要完成的工作任務如下:
任務一(yī):設備(bèi)安裝與(yǔ)調整
(1)上料、傳送、夾緊、分揀等自動化機構(gòu)的安裝與調整;
(2)PLC、變頻器、漏電斷路器、開關電源等電氣部件的(de)定位安裝(zhuāng)及(jí)調整;
(3)氣動部(bù)件的安裝與調整;
(4)液壓部件的(de)安裝(zhuāng)與調整。
任務二:液壓傳動係(xì)統識(shí)圖(tú)與管(guǎn)路安裝
液壓機、鑽機(jī)進(jìn)給係統、液壓泵站等液壓傳動係統的識圖與液壓管路安裝。
任務三:氣(qì)動係統識圖與管路安裝
調壓、換向、調速、順序動作控製等氣(qì)動係統的識圖與氣管安裝。
任務四:電氣控製線路原理圖設計與布線
包含:根據工作流程和控製要求,設計自動控製係統(tǒng)的電氣原理(lǐ)圖,按原理圖布置、連(lián)接控製係(xì)統電(diàn)路。
任務五:程序編寫與調試
各電氣控製線路 PLC 程序及觸摸屏界麵的編寫與調試。
任務六(liù):機電氣液一體化設(shè)備的(de)整機調試(shì)與運行
包含:變頻(pín)器控製參數設置,機械機構、液壓(yā)傳動與氣(qì)動係統、觸摸屏與 PLC 電控係統的調(diào)試與運行(háng)。
具體(tǐ)實訓項目如(rú)下:
1.供料(liào)單元的安裝與調試的實訓;
2.加工單元的安裝與調試的實訓;
3.鑽孔單元的安裝與調試的實訓;
4.分揀單元的安裝與(yǔ)調試的(de)實訓;
5.滑動(dòng)單元的安裝與調試的實訓(xùn);
6.自(zì)動生產線控(kòng)製(zhì)的(de)安裝與調試的實訓;
7.氣動方向控製(zhì)回路的安裝;
8.氣動(dòng)速度控製(zhì)回路的安裝;
9.氣動順序控製回路的安裝;
10.氣動係(xì)統安(ān)裝與調試;
11.氣動綜合係統的設計與安裝;
12.液壓方向控製回路的安裝;
13.液壓速度控製回路的安裝;
14.液壓順序控製回路的安裝;
15.液壓係統安裝與調試;
16.液壓綜合係統的設計與安裝;
17.三相電動機正反轉控製電路的連接(jiē)與控製程序編寫;
18.三(sān)相電動機控製電路的連接與(yǔ)控製程序編寫;
19.電動機調速控(kòng)製電路的連接(jiē)與控製(zhì)程序編寫;
20.變頻器控製(zhì)的連接與控製程序編寫;
21.模(mó)擬量(liàng)控製液壓電機的電路連接與控製程序的編寫;
22.PLC 控製網絡控製技術;
23.氣動、液(yè)壓方向控製程序編寫;
24.氣動、液壓(yā)順序(xù)動作控製程序(xù)編寫;
25.皮(pí)帶輸送(sòng)機控製程序編寫;
26.機電一體化設備控製程序編(biān)寫;
27.自動生產線控製程序編寫。
28.傳動裝置同軸度的調整;
29.供料單元的機(jī)械安裝與調整;
30.加工單元的(de)機械安裝與調整;
31.鑽孔單元的機械安裝與調整;
32.分揀單元的機械安裝與調整(zhěng);
33.滑動單元的機械安裝與調試;
34.自動生產線設備安裝與調試。
35.機械構件的(de)裝配與調整能力;
36.機電設備(bèi)的安裝與調試能力;
37.電路安(ān)裝能力;
38.氣(qì)動係統的(de)安裝與調試能力;
39.液壓係統的設計(jì)、安裝與調試能力;
40.變頻器在自動生產線的(de)使用(yòng)能力;
41.PLC 模擬量(liàng)控製在自動生產線的使用能力;
42.機電一體化設備的控製(zhì)程序的(de)編寫能力;
43.自動控製係統的安裝與調試能(néng)力;


 品牌理念
品牌理念  標準流程
標準流程  有效(xiào)溝通
有效(xiào)溝通 專業管理
專業管理 優秀團隊
優秀團隊 品質保證
品質保證 無憂售後
無憂售後 