

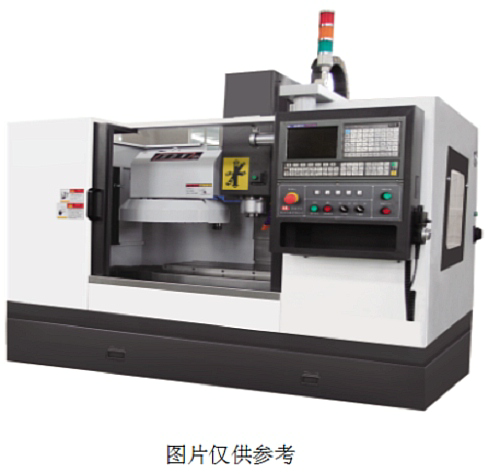
| 技術(shù)名稱 | 技(jì)術(shù)參數 | |
| 工作(zuò)台(tái)尺寸 | 800×320mm | |
| 行程 | X軸/快速進給 | 510mm/15M |
| Y軸/快速進給 | 350mm/15M | |
| Z軸/快速進給 | 400mm/10M | |
| 主(zhǔ)軸最高轉速 | 8000rpm | |
| 刀柄形式 | BT40-120mm | |
| 切削進給速度 | 1~8000mm/min | |
| T形槽數×槽(cáo)寬 | 3×14mm | |
| T形(xíng)槽間距 | 110mm | |
| 主軸端部到工作台距離 | 70-470mm | |
| 主軸中心至立(lì)柱距離 | 375mm | |
| 工作台最大承重 | 300kg | |
| 最小設定單(dān)位 | 0.001mm | |
| 重複(fù)定位精度 | ≤±0.0075mm | |
| 定位精度 | ≤±0.01mm | |
| 主軸伺服電機 | (3.7/5.5kw/30min) | |
| 氣(qì)源壓(yā)力 | 5~7kgf/cm2 | |
| 刀庫形式/數量 | 鬥笠式/12把 | |
| 機床外形尺寸 | 2000×1720×2500mm | |
| 重量 | 約2600kg | |
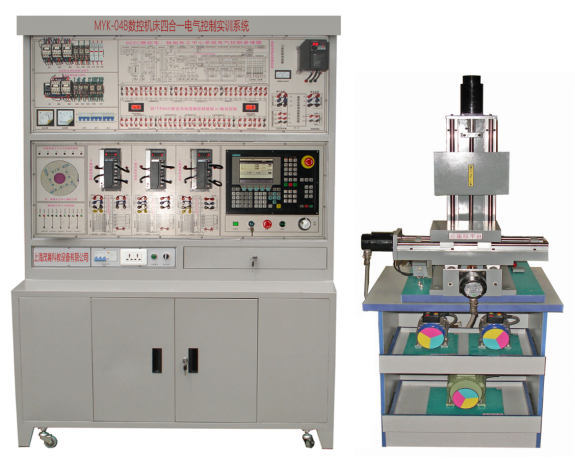

| 工作台麵(miàn)積 | 400×240mm |
| T型槽 | 10×3 |
| 工作台最(zuì)大承重 | 30Kg |
| X向行程/導軌形式 | 220mm/線軌(guǐ) |
| Y向行程/導軌形式 | 160mm/線軌(guǐ) |
| Z向(xiàng)行程/導軌形式 | 170mm/線軌 |
| X/Y/Z向快速移動(dòng)速度 | 伺(sì)服:3m/min |
| 主軸鼻(bí)端距工作台麵距離 | 70~240mm |
| 主軸中心距立柱導軌麵距離(lí) | 243mm |
| 主軸電機功率 | 0.55Kw |
| 主軸轉速(變頻) | 100-2800rpm(無級調速) |
| 選用刀具直徑範圍 | 1-16mm |
| 刀柄形式 | BT30 |
| 定位精度 | ±0.01mm |
| 重複定位精度 | ±0.008mm |
| 數控係統控製軸數 | 3軸 |
| 機床外形尺(chǐ)寸(長寬高) 重量 | 1100×960×1550mm 癒g |
 品牌理念
品牌理念  標準流程
標準流程  有效溝通
有效溝通 專業管理
專業管理 優秀團隊
優秀團隊 品質保(bǎo)證
品質保(bǎo)證 無憂售後
無憂售後 | 上海红桃视频app科(kē)教設備有限公司,立於上海,心懷天下 |
生產基地:上海鬆江葉榭工業園
業務電話:021-56311657 , 56411696 , 業務傳真:021-56411696 公司郵箱:shanghaimaoyu@126.com 教學(xué)設備廠 滬公網安備 31010702001294 號 滬ICP備(bèi)13020377號-1 |
